注塑件修整装置的制作方法
本技术涉及注塑件加工设备,特别涉及一种注塑件修整装置。
背景技术:
1、注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,生产出来的塑料制品也叫注塑件,注射成型是通过注塑机和模具来实现的。注塑件从模具取下来后,需要搬运至修整装置并经过修整后才能进入下一工序处理,如修剪水口等,且由于注塑件的部分结构较脆弱,为了避免该部分结构与其他部件发生干涉而造成破损、变形以及划伤,需要在该部分结构套上胶塞。现阶段,修剪水口以及拔除胶塞的工作一般都是手工完成的,手工作业的效率低、修剪的质量参差不齐,人力成本高,不利于增效增产。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种注塑件修整装置,能够代替人工完成注塑件的修整,提高修整的加工效率和质量。
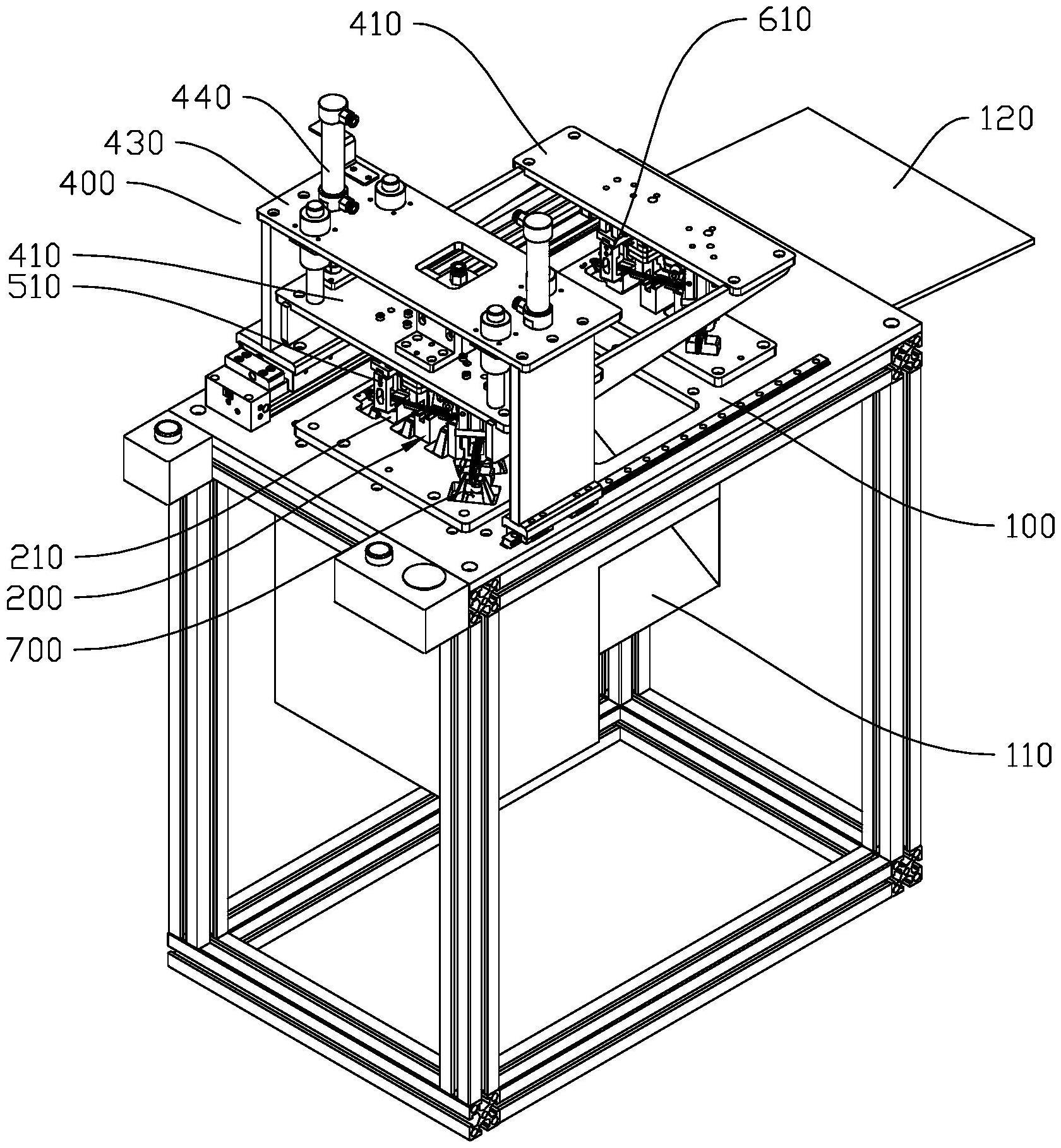
2、根据本实用新型实施例的注塑件修整装置,包括机台、移动机构、粗修整机构和精修整机构,所述机台上依次排布有粗修整工位、水口构件丢弃工位、精修整工位和成品下料工位,所述机台在对应所述粗修整工位和所述精修整工位的区域上分别设有均用于定位注塑件本体的第一载具和第二载具;所述移动机构包括可在所述粗修整工位、水口构件丢弃工位、精修整工位和成品下料工位的上方移动的升降板;所述粗修整机构包括均设于所述升降板上的第一夹持组件、水口构件夹持组件和第一修剪刀具,所述第一夹持组件和所述水口构件夹持组件分别用于夹持所述注塑件本体和所述注塑件本体上的水口构件,所述第一修剪刀具用于剪断所述水口构件;所述精修整机构包括设于所述机台上的第二修剪刀具和设于所述升降板上的第二夹持组件,所述第一夹持组件和所述第二夹持组件之间的间距等于所述第一载具和所述第二载具之间的间距,所述第二夹持组件用于夹持所述注塑件本体,所述第二修剪刀具用于修剪所述注塑件本体剪断所述水口构件后所形成的刀口。
3、至少具有如下有益效果:所述第一夹持组件和所述第二夹持组件之间的间距等于所述第一载具和所述第二载具之间的间距,且第一夹持组件和所述第二夹持组件均设于升降板上,所以第一夹持组件将第一载具上的注塑件本体往第二载具转移时,第二夹持组件同时将第二载具上的注塑件本体往成品下料工位转移。第一修剪刀具对第一载具上的注塑件本体进行粗修整时,第二修剪刀具可同时对第二载具上的注塑件本体进行精修整,有利于提高修整注塑件本体的效率。注塑件修整装置代替人工完成注塑件的修整,降低人力成本和提高修整注塑件的生产效率。
4、根据本实用新型的一些实施例,所述粗修整机构还包括设于所述升降板上的第一下压组件,所述第一下压组件可抵在所述注塑件本体上以使所述注塑件本体固定在所述第一载具上。
5、根据本实用新型的一些实施例,所述机台上设有第一直线驱动机构,所述第一直线驱动机构的输出端朝向所述第二载具并与所述第二修剪刀具连接。
6、根据本实用新型的一些实施例,所述第一载具包括多块设于所述机台的台面上的限位块,多块所述限位块上均开设有用于限位所述注塑件本体的限位扣位。
7、根据本实用新型的一些实施例,所述机台在所述粗修整工位和/或所述精修整工位的区域上设有若干个拔胶夹爪。
8、根据本实用新型的一些实施例,所述机台上设有第二升降驱动机构,所述第二升降驱动机构的输出端朝上并与所述拔胶夹爪连接。
9、根据本实用新型的一些实施例,所述升降板可滑移地设于所述机台上,且所述升降板的滑移方向与所述粗修整工位、所述水口构件丢弃工位、所述精修整工位和所述成品下料工位的分布方向相同,所述移动机构还包括设于所述机台上的第二直线驱动机构,所述第二直线驱动机构的输出端与所述升降板连接。
10、根据本实用新型的一些实施例,所述移动机构还包括可滑移地设于所述机台上的支撑架,所述支撑架上设有第三升降驱动机构,所述第三升降驱动机构的输出端与所述升降板连接。
11、根据本实用新型的一些实施例,所述机台在所述水口构件丢弃工位的区域上设有水口构件出料导板。
12、根据本实用新型的一些实施例,所述机台在所述成品下料工位的区域上设有用于引导所述注塑件本体的出料斜板。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.注塑件修整装置,其特征在于,包括:
2.根据权利要求1所述的注塑件修整装置,其特征在于:所述粗修整机构还包括设于所述升降板上的第一下压组件,所述第一下压组件可抵在所述注塑件本体上以使所述注塑件本体固定在所述第一载具上。
3.根据权利要求1所述的注塑件修整装置,其特征在于:所述机台上设有第一直线驱动机构,所述第一直线驱动机构的输出端朝向所述第二载具并与所述第二修剪刀具连接。
4.根据权利要求1至3任一项所述的注塑件修整装置,其特征在于:所述第一载具包括多块设于所述机台的台面上的限位块,多块所述限位块上均开设有用于限位所述注塑件本体的限位扣位。
5.根据权利要求1所述的注塑件修整装置,其特征在于:所述机台在所述粗修整工位和/或所述精修整工位的区域上设有若干个拔胶夹爪。
6.根据权利要求5所述的注塑件修整装置,其特征在于:所述机台上设有第二升降驱动机构,所述第二升降驱动机构的输出端朝上并与所述拔胶夹爪连接。
7.根据权利要求1所述的注塑件修整装置,其特征在于:所述升降板可滑移地设于所述机台上,且所述升降板的滑移方向与所述粗修整工位、所述水口构件丢弃工位、所述精修整工位和所述成品下料工位的分布方向相同,所述移动机构还包括设于所述机台上的第二直线驱动机构,所述第二直线驱动机构的输出端与所述升降板连接。
8.根据权利要求7所述的注塑件修整装置,其特征在于:所述移动机构还包括可滑移地设于所述机台上的支撑架,所述支撑架上设有第三升降驱动机构,所述第三升降驱动机构的输出端与所述升降板连接。
9.根据权利要求1所述的注塑件修整装置,其特征在于:所述机台在所述水口构件丢弃工位的区域上设有水口构件出料导板。
10.根据权利要求1所述的注塑件修整装置,其特征在于:所述机台在所述成品下料工位的区域上设有用于引导所述注塑件本体的出料斜板。
技术总结
本技术公开了一种注塑件修整装置,包括机台、移动机构、粗修整机构和精修整机构,机台上设有第一载具和第二载具;粗修整机构包括均设于移动机构的升降板上的第一夹持组件、水口构件夹持组件和第一修剪刀具;精修整机构包括第二修剪刀具和第二夹持组件,第一夹持组件和第二夹持组件之间的间距等于第一载具和第二载具之间的间距。第一夹持组件将第一载具上的注塑件本体往第二载具转移时,第二夹持组件同时将第二载具上的注塑件本体往成品下料工位转移。第一修剪刀具对注塑件本体进行粗修整时,第二修剪刀具可同时对另一注塑件本体进行精修整,提高修整注塑件本体的效率。
技术研发人员:常立峰,周志宏,雷声万
受保护的技术使用者:精英塑胶(珠海)有限公司
技术研发日:20230202
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!