一种高效模内注塑定型机的制作方法
本技术涉及注塑定型机,特别涉及一种高效模内注塑定型机。
背景技术:
1、直列式注塑定型机中,其结构为,通过从设于柱塞套的根部的材料投入口投入,来向形成于螺杆的螺旋槽的根部供给成形材料,通过使螺杆旋转来将成形材料输送到螺杆的前方,并且进行可塑化、混匀,在螺杆前方计量成形材料。然后,通过关闭金属模具后使螺杆向金属模具内部前进射出成形材料来获得成形品。
2、现有技术中,注塑定型机的通过热挤出后,输送至定模内部,冷却速度过快,成型效果不佳,故需要在定模内部连通另一组加热装置,使注塑成型效果更佳,但是增设加热装置后,不仅增加了设备成本以及电力支出成本,而且增加了设备的占用空间。
技术实现思路
1、本实用新型的主要目的在于提供一种高效模内注塑定型机,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
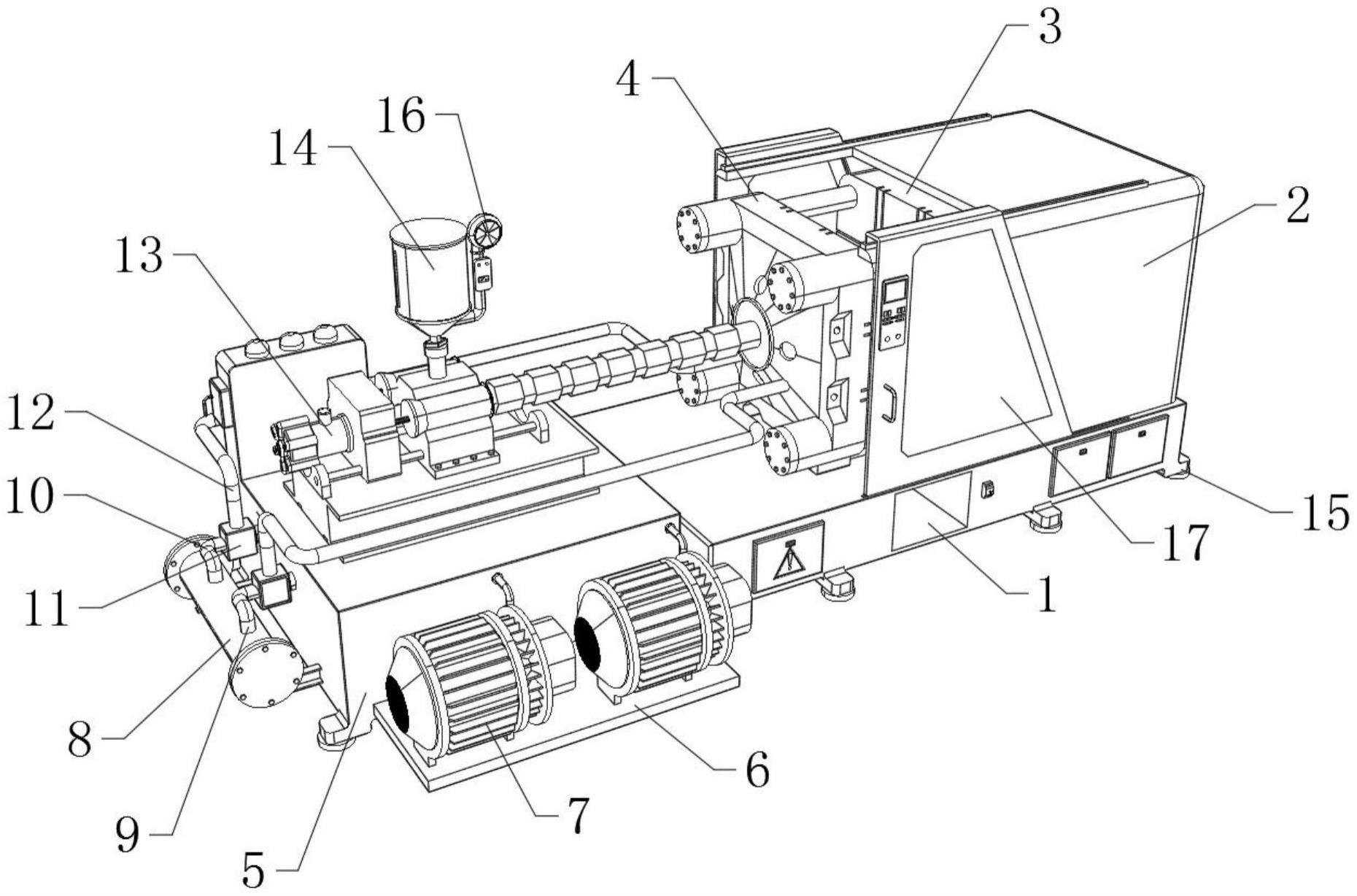
3、一种高效模内注塑定型机,包括底座,所述底座的左侧固定连接有蓄水仓,所述底座的上端右侧固定连接有模具驱动装置,所述模具驱动装置的左端驱动端固定连接有压模,所述模具驱动装置的左端通过连接柱固定连接有定模,所述蓄水仓的前侧下端固定连接有安装板,所述安装板的上端左右侧均固定连接有增压泵,所述蓄水仓的左侧下端固定连接有电热装置,所述电热装置的上端前侧开口内设置有进水管,所述电热装置的上端后侧开口内设置有出水管,所述进水管和出水管的上端均连通有电磁阀门,所述电磁阀门的上端均连通有循环管,所述蓄水仓的上端固定连接有螺杆挤出泵,所述螺杆挤出泵的上端进料口通过控制阀门连通有进料仓。
4、优选的,所述底座和蓄水仓的下端前后侧均匀分布有支撑脚,所述压模的四角均滑动连接在连接柱的外周。
5、优选的,所述增压泵的输出端均与蓄水仓的内部连通。
6、优选的,所述模具驱动装置的前后侧左端均设置有仓门,所述仓门的下端均固定连接在底座的上端前后侧中部。
7、优选的,所述循环管的另一端均与定模的保温腔内部连通,所述电磁阀门的右端均通过连通管与螺杆挤出泵的保温腔内部连通。
8、优选的,所述螺杆挤出泵的右端出料端与定模的成型腔内部连通。
9、与现有技术相比,本实用新型具有如下有益效果:
10、启动模具驱动装置,将压模与定模贴合,将熔融状态的塑胶注入进料仓的内部,通过控制阀门送入螺杆挤出泵的挤出腔内部,启动电热装置内的加热机构,并启动增压泵,将蓄水仓中的保温剂泵入电热装置的内部,对保温剂进行加热,在通过电磁阀门泵入螺杆挤出泵的保温腔内,对熔融状态的塑胶进行保温,并启动螺杆挤出泵将熔融状态的塑胶注入定模的成型腔内部,并通过启动电磁阀门,将保温溶剂通过循环管注入定模的内部保温腔内部,对注入定模成型腔内部熔融状态的塑胶进行保温,防止熔融状态的塑胶冷却速度过快而出现成型效果不佳的情况发生,通过在电热装置的进水管和出水管与定模之间设置电磁阀门和循环管,实现了装置加热和注塑工作的切换,从而实现一体式工作,节约了设备支出成本;在工作时,实现了物料运输、加热柔化、注塑定型的自动化,大大加快了生产成型的工作效率。
技术特征:
1.一种高效模内注塑定型机,包括底座(1),其特征在于:所述底座(1)的左侧固定连接有蓄水仓(5),所述底座(1)的上端右侧固定连接有模具驱动装置(2),所述模具驱动装置(2)的左端驱动端固定连接有压模(3),所述模具驱动装置(2)的左端通过连接柱固定连接有定模(4),所述蓄水仓(5)的前侧下端固定连接有安装板(6),所述安装板(6)的上端左右侧均固定连接有增压泵(7),所述蓄水仓(5)的左侧下端固定连接有电热装置(8),所述电热装置(8)的上端前侧开口内设置有进水管(9),所述电热装置(8)的上端后侧开口内设置有出水管(10),所述进水管(9)和出水管(10)的上端均连通有电磁阀门(11),所述电磁阀门(11)的上端均连通有循环管(12),所述蓄水仓(5)的上端固定连接有螺杆挤出泵(13),所述螺杆挤出泵(13)的上端进料口通过控制阀门(16)连通有进料仓(14)。
2.根据权利要求1所述的一种高效模内注塑定型机,其特征在于:所述底座(1)和蓄水仓(5)的下端前后侧均匀分布有支撑脚(15),所述压模(3)的四角均滑动连接在连接柱的外周。
3.根据权利要求1所述的一种高效模内注塑定型机,其特征在于:所述增压泵(7)的输出端均与蓄水仓(5)的内部连通。
4.根据权利要求1所述的一种高效模内注塑定型机,其特征在于:所述模具驱动装置(2)的前后侧左端均设置有仓门(17),所述仓门(17)的下端均固定连接在底座(1)的上端前后侧中部。
5.根据权利要求1所述的一种高效模内注塑定型机,其特征在于:所述循环管(12)的另一端均与定模(4)的保温腔内部连通,所述电磁阀门(11)的右端均通过连通管与螺杆挤出泵(13)的保温腔内部连通。
6.根据权利要求4所述的一种高效模内注塑定型机,其特征在于:所述螺杆挤出泵(13)的右端出料端与定模(4)的成型腔内部连通。
技术总结
本技术公开了一种高效模内注塑定型机,包括底座,所述底座的左侧固定连接有蓄水仓,所述蓄水仓的前侧下端固定连接有安装板,所述安装板的上端左右侧均固定连接有增压泵,所述电热装置的上端前侧开口内设置有进水管,所述电热装置的上端后侧开口内设置有出水管,所述电磁阀门的上端均连通有循环管,所述蓄水仓的上端固定连接有螺杆挤出泵,所述螺杆挤出泵的上端进料口通过控制阀门连通有进料仓。本技术所述的一种高效模内注塑定型机,实现了装置加热和注塑工作的切换,从而实现一体式工作,节约了设备支出成本;在工作时,实现了物料运输、加热柔化、注塑定型的自动化,大大加快了生产成型的工作效率。
技术研发人员:杨大尧,李孟铁
受保护的技术使用者:珠海斗门华富工艺制品有限公司
技术研发日:20230208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!