一种便于排气及高效注塑的模具的制作方法
本技术涉及注塑模具,具体为一种便于排气及高效注塑的模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品表面的加工,素有“工业之母”的称号。注塑模具是一种生产塑料制品的工具,一般注塑模具由上模和下模两部分组成,在注射成型时上模与下模闭合构成流道系统和塑料制品的模腔。注塑时,模具装夹在注塑机上,熔融塑料被注入模腔内,并在模腔内冷却成型,同时,熔融塑料也在流道系统中冷却成流道系统凝料,塑料制品成型后上模、下模分开,经由顶出系统将塑料制品从模腔顶出而离开模具,最后上模、下模再闭合进行下一次注塑,整个注塑过程是循环进行的。
2、如图1所示,该塑胶产品19为led显示屏面罩,呈栅格状网片,由于该产品上具有密集的栅格状结构20,为此在注塑过程中,为了加快其注塑效率,其对应的模具上一般为多流道设置;由于该产品19密集的栅格状结构20,容易存在困气导致产品外观容易变形,从而导致不符合产品的外观要求,对此,其相应的模具上一般设有相应的排气结构,多流道和排气结构一般为独立设置的个体,但同时通过流道的设置和排气结构的设置可能会导致增加该模具的复杂性,不利已成本,对此,有必要针对如何将多流道和排气结构结合在一起,简化模具的结构,提出一种改进的技术方案来解决上述问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
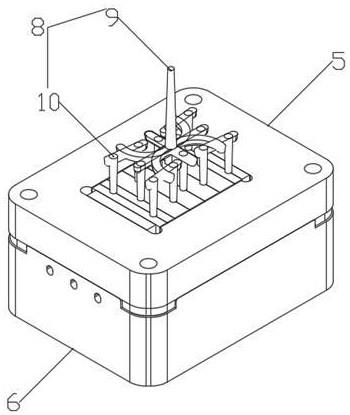
2、一种便于排气及高效注塑的模具,包括有相互对接的上模和下模、设置在上模上的进胶系统和设置在下模上的顶出机构,上模上固定安装有上模仁,下模上固定安装有下模仁,上模仁和下模仁相互盖合形成用于成型产品的模腔,进胶系统与上模仁对接配合,顶出机构与下模仁对接配合;
3、上模的上方连接有分流道板,进胶系统包括有设置在分流道板上的用于导料的浇道,浇道包括有设置在分流道板中间位置上的主流道以及围绕主流道设置的多个分流道,其中,主流道的上端与外设注塑机相连,主流道的下端分别与多个分流道相连,多个分流道均依次透过分流道板以及上模仁后于模腔对接;
4、上模仁包括有上主模仁和设置在上主模仁中间位置上多个并列设置的镶件,其中,每两个相邻之间的镶件开设有滑动配合于分流道的滑槽,多个分流道与多个滑槽一一对应。
5、作为本实用新型进一步方案:多个分流道围绕主流道成米字型排布。
6、作为本实用新型进一步方案:上主模仁具有凹槽,多个镶件均位于凹槽内。
7、作为本实用新型进一步方案:上主模仁对应凹槽的两侧均开设有台阶部,多个镶件均呈t字型,其两端均具有沿水平方向延伸的凸起部,多个镶件均通过对应的凸起部支承在台阶部上。
8、作为本实用新型进一步方案:凹槽内对应多个镶件的一侧设有抵紧块,抵紧块用于将多个镶件抵紧固定在凹槽内。
9、作为本实用新型进一步方案:上主模仁对应台阶部的边沿设有扣手槽。
10、与现有技术相比,本实用新型的有益效果如下:
11、在分流道板上设有以主流道为中心,围绕主流道四周分布多个分流道的一种多流道结构设置,其中,主流道的上端与外设注塑机对接,主流道的下端又与多个分流道连通,并通过多个分流道与模腔对接,通过这一方式,注塑机将导料运输于主流道,通过主流道向四周扩散运输于多个分流道,以达到快速流向于模腔,以此达到快速成型产品的目的;
12、在此基础上,由于该产品上的栅格状结构多而密集,且其胶位薄而小,在注塑成型过程中,容易造成产品困气,形成包括气纹以及融合线明显的外观缺陷,对此,通过将上模仁对应模腔的位置采用多个镶件并列拼接形成的方式,且相邻两个的镶件形成用于排气的间隙,从而有效避免成型后的产品出现困气的问题,并且对接模腔的多个分流道均通过每两个相邻的镶件多形成的滑槽上,使得该排气间隙与滑槽对应,可以有效减少在分流道的注塑压力,进一步提高注塑效率;
13、整体设计合理,在不增加模具额外的结构的基础上,有效地将多流道设置和具有排气作用的多个镶件结合在一起,即解决了困气问题和有效提高注塑效率,又不增加模具结构上的复杂性,利于成本。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种便于排气及高效注塑的模具,包括有相互对接的上模和下模、设置在上模上的进胶系统和设置在下模上的顶出机构,上模上固定安装有上模仁,下模上固定安装有下模仁,上模仁和下模仁相互盖合形成用于成型产品的模腔,进胶系统与上模仁对接配合,顶出机构与下模仁对接配合,其特征在于,
2.根据权利要求1所述的一种便于排气及高效注塑的模具,其特征在于,多个分流道围绕主流道成米字型排布。
3.根据权利要求1所述的一种便于排气及高效注塑的模具,其特征在于,上主模仁具有凹槽,多个镶件均位于凹槽内。
4.根据权利要求3所述的一种便于排气及高效注塑的模具,其特征在于,上主模仁对应凹槽的两侧均开设有台阶部,多个镶件均呈t字型,其两端均具有沿水平方向延伸的凸起部,多个镶件均通过对应的凸起部支承在台阶部上。
5.根据权利要求4所述的一种便于排气及高效注塑的模具,其特征在于,凹槽内对应多个镶件的一侧设有抵紧块,抵紧块用于将多个镶件抵紧固定在凹槽内。
6.根据权利要求5所述的一种便于排气及高效注塑的模具,其特征在于,上主模仁对应台阶部的边沿设有扣手槽。
技术总结
本技术公开了一种便于排气及高效注塑的模具,涉及注塑模具技术领域,包括有相互对接的上模和下模、设置在上模上的进胶系统和设置在下模上的顶出机构,上模上固定安装有上模仁,下模上固定安装有下模仁,上模的上方连接有分流道板,进胶系统包括有设置在分流道板上的用于导料的浇道,浇道包括有设置在分流道板中间位置上的主流道以及围绕主流道设置的多个分流道,其中,主流道的上端与外设注塑机相连,主流道的下端分别与多个分流道相连,多个分流道均依次透过分流道板以及上模仁后于模腔对接;有效地将多流道设置和具有排气作用的多个镶件结合在一起,即解决了困气问题和有效提高注塑效率,又不增加模具结构上的复杂性。
技术研发人员:陈炎,苏朋龙,黄经浮
受保护的技术使用者:东莞市东信模具有限公司
技术研发日:20230213
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!