一种汽车灯壳去毛刺用冲压模具的制作方法
本技术涉及冲压模具领域,具体涉及一种汽车灯壳去毛刺用冲压模具。
背景技术:
1、汽车灯壳一般时指汽车车前的头灯灯壳,头灯灯壳一般采用模具冲压或者注塑生产,
2、但是灯壳使用的冲压模具向下冲压时,冲压槽面容易黏合短屑和异物,导致冲压生产的车灯壳表面具有毛刺,难以去除冲压槽面因异物产生的毛刺的问题。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种汽车灯壳去毛刺用冲压模具,以解决在灯壳使用的冲压模具向下冲压时,冲压槽面容易黏合短屑和异物,导致冲压生产的车灯壳表面具有毛刺,难以去除冲压槽面因异物产生的毛刺的问题。
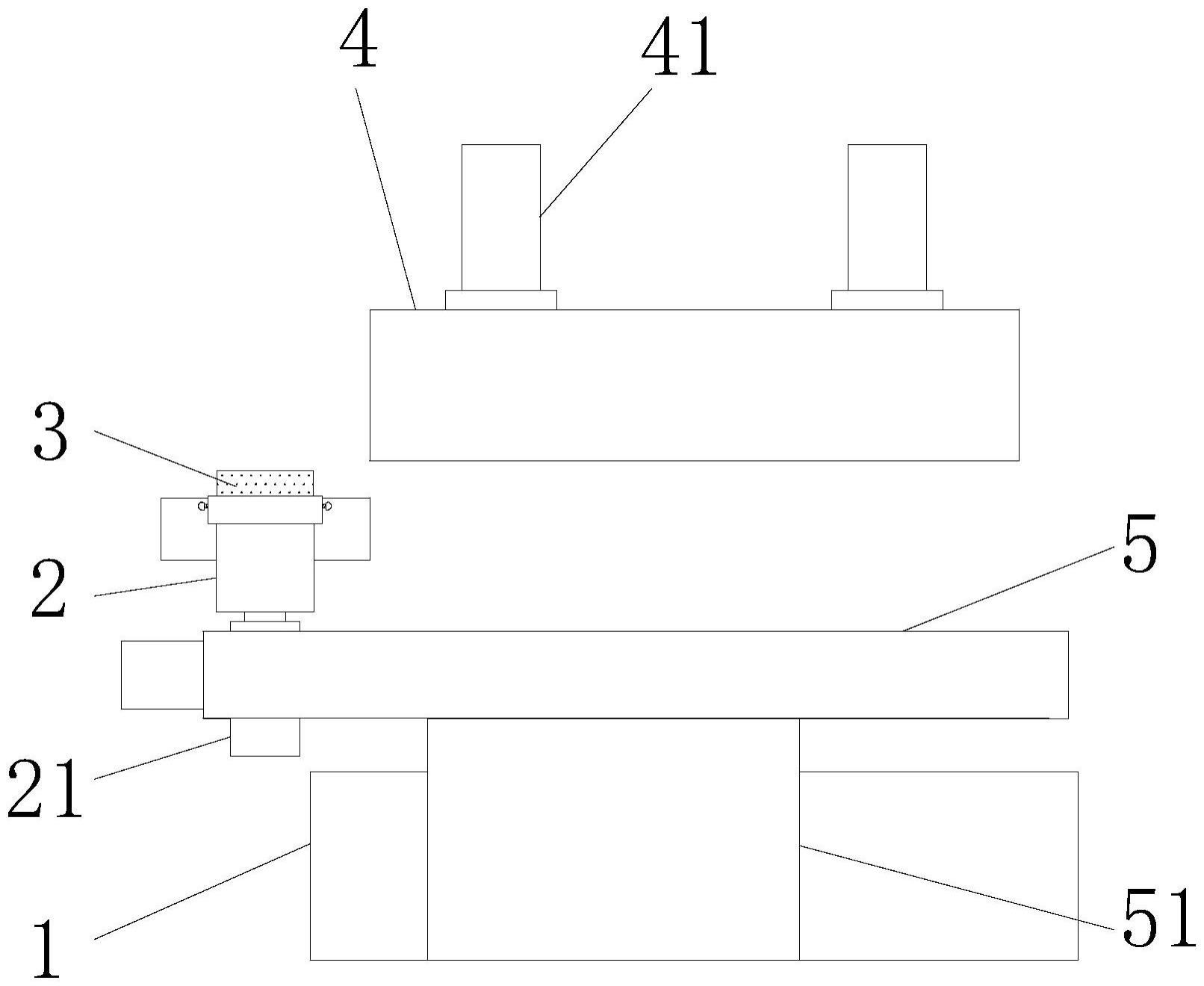
2、为实现上述目的,提供一种汽车灯壳去毛刺用冲压模具,包括:下模座和上模座,所述下模座和上模座槽内冲压有塑料汽车灯壳,
3、所述下模座前后端通过衔接板固定有传动架,所述传动架侧面通过电动导轨连接有固定板,所述固定板通过限位槽块连接有限位柱,所述限位柱上端固定有安装件,所述安装件通过夹持板压合固定有磨砂片。
4、进一步的,所述下模座上表面设置有冲压腔,所述上模座上端焊接有冲压柱;且上模座下端面设置有灯壳凹槽面。
5、进一步的,所述传动架对称固定在下模座前后侧处,所述电动导轨通过滑块与固定板前后端相连接,所述磨砂片内侧包裹有海绵块。
6、进一步的,所述安装件内部镶嵌安装有压力传感器;且与海绵块下端面相接触,所述夹持板通过螺柱与安装件左右侧壁相衔接。
7、进一步的,所述限位槽块下端连接有两组电动推杆;且电动推杆嵌入固定在固定板内部,所述限位槽块左右侧焊接有承屑板。
8、进一步的,所述限位槽块内壁通过压缩弹簧与限位柱下端面相连接,所述磨砂片上表面与上模座的灯壳凹槽面相贴合。
9、进一步的,所述限位槽块、磨砂片和传动架组成上模座冲压槽面的打磨结构;且限位槽块和磨砂片位于下模座上端处。
10、本实用新型的有益效果在于,本实用新型的汽车灯壳去毛刺用冲压模具利用电动导轨带动磨砂片与上模座冲压槽面相移动打磨,使上模座冲压槽面表面黏合的异物打磨去除,方便有效去除冲压槽面表面的异物和凸起物质,避免冲压时导致冲压的灯壳表面产生毛刺或凹孔,保障汽车灯壳表面冲压生产的光滑性。
技术特征:
1.一种汽车灯壳去毛刺用冲压模具,包括:下模座(1)和上模座(4),所述下模座(1)和上模座(4)槽内冲压有塑料汽车灯壳,其特征在于:
2.根据权利要求1所述的一种汽车灯壳去毛刺用冲压模具,其特征在于,所述下模座(1)上表面设置有冲压腔(11),所述上模座(4)上端焊接有冲压柱(41);且上模座(4)下端面设置有灯壳凹槽面。
3.根据权利要求1所述的一种汽车灯壳去毛刺用冲压模具,其特征在于,所述传动架(5)对称固定在下模座(1)前后侧处,所述电动导轨(52)通过滑块(53)与固定板(25)前后端相连接,所述磨砂片(3)内侧包裹有海绵块(33)。
4.根据权利要求1所述的一种汽车灯壳去毛刺用冲压模具,其特征在于,所述安装件(31)内部镶嵌安装有压力传感器(32);且与海绵块(33)下端面相接触,所述夹持板(34)通过螺柱与安装件(31)左右侧壁相衔接。
5.根据权利要求1所述的一种汽车灯壳去毛刺用冲压模具,其特征在于,所述限位槽块(2)下端连接有两组电动推杆(21);且电动推杆(21)嵌入固定在固定板(25)内部,所述限位槽块(2)左右侧焊接有承屑板(22)。
6.根据权利要求1所述的一种汽车灯壳去毛刺用冲压模具,其特征在于,所述限位槽块(2)内壁通过压缩弹簧(24)与限位柱(23)下端面相连接,所述磨砂片(3)上表面与上模座(4)的灯壳凹槽面相贴合。
7.根据权利要求1所述的一种汽车灯壳去毛刺用冲压模具,其特征在于,所述限位槽块(2)、磨砂片(3)和传动架(5)组成上模座(4)冲压槽面的打磨结构;且限位槽块(2)和磨砂片(3)位于下模座(1)上端处。
技术总结
本技术提供了一种汽车灯壳去毛刺用冲压模具,涉及冲压模具领域,包括:下模座和上模座,所述下模座和上模座槽内冲压有塑料汽车灯壳,所述下模座前后端通过衔接板固定有传动架,所述传动架侧面通过电动导轨连接有固定板,所述固定板通过限位槽块连接有限位柱,所述限位柱上端固定有安装件,所述安装件通过夹持板压合固定有磨砂片。本技术解决了灯壳使用的冲压模具向下冲压时,冲压槽面容易黏合短屑和异物,导致冲压生产的车灯壳表面具有毛刺,难以去除冲压槽面因异物产生的毛刺的问题。
技术研发人员:袁同明,叶进,李义海
受保护的技术使用者:合肥万卓精密科技有限责任公司
技术研发日:20230130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!