一种翻转开模机构的制作方法
本技术属于橡胶模压模具的自动化开合模,具体涉及一种翻转开模机构。
背景技术:
1、目前橡胶制品及橡胶复合制品的生产,大多数采用模压硫化成型。模压硫化成型是一种广泛应用于橡胶制品生产的工艺,其基本原理是在模具内将混合好的橡胶材料加热硫化,形成所需的橡胶制品。模压硫化成型工艺的优点包括制品精度高、一致性好、生产效率高等,因此被广泛应用于各种橡胶制品的生产。
2、平板硫化机的模压硫化成型操作过程大致分为预热、开板放模、送板压模和再开板取模等几个步骤。
3、现有技术中,模压模具在装入胶料及复合物之后需要依靠人力合模、整体推入硫化机;硫化完成之后仍需人力将模具整体拉出、开模,这种方式存在一些问题:1.生产效率低。由于采用手工操作,开模速度受到操作人员技能和体力的限制,无法达到机械化生产的高效率。2.生产成本高。人工开模需要大量的人力和物力投入,增加了生产成本。3.安全隐患大。模具的重量是工人的2倍-4倍,长期凭借人力开合模会对人工人成极大的伤害,同时也存在较高的安全隐患。
技术实现思路
1、本实用新型提供一种翻转开模机构,解决目前橡胶硫化需人工开合模,劳动强度大、安全性差、生产效率低等问题。
2、为了达到上述目的,本实用新型的技术方案如下:
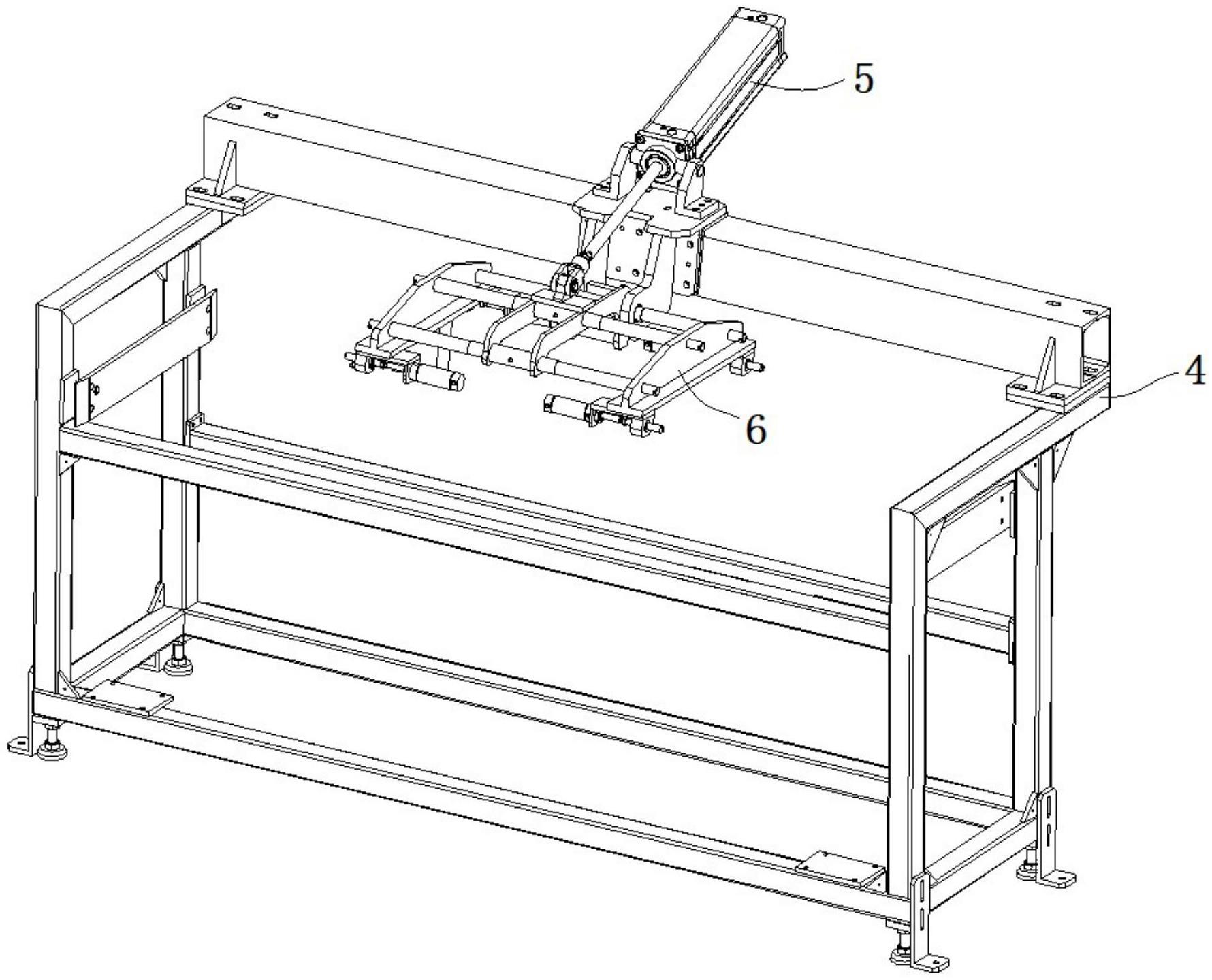
3、一种翻转开模机构,用于翻转橡胶模压模具,所述开模机构包括翻转开模机架、翻转气缸和翻转加持架;
4、所述翻转开模机架包括落地框架和横跨设置在落地框架上端的翻转横梁,翻转横梁的中央上端连接气缸支座,翻转横梁的中央内端连接加持架支座;
5、所述翻转气缸为单作用气缸,在翻转气缸的翻转活塞杆一侧固定设置双头轴体,翻转气缸通过双头轴体铰接在气缸支座上;
6、所述翻转加持架包括翻转架体和连接在翻转架体下端四角的加持卡锁机构,翻转架体的上端面中央通过连接座轴与活塞杆的端头铰接;翻转架体的内侧通过轴杆与加持架支座铰接。
7、进一步的,所述加持卡锁机构为变位插销机构,包括插销气缸支座和插销气缸,所述插销气缸通过插销气缸支座水平设置在翻转架体下端四角,插销气缸的插销活塞杆水平向外。
8、进一步的,所述活塞杆的端头固定设置u形轴接件,连接座轴与u形轴接件铰接。
9、进一步的,所述翻转架体由多组连接横梁和纵向连接片穿插构成,翻转架体整体为倒方盘形。
10、进一步的,所述翻转横梁为方管结构,其通过连接片固定跨设在落地框架的上端平行梁内侧。
11、进一步的,所述橡胶模压模具至少包括上模和下模,在上模的前后长端侧壁分别固定两组顶升架,在顶升架的端部侧向开有插销孔,插销孔与插销活塞对应。
12、进一步的,所述顶升架为t形结构。
13、进一步的,所述落地框架向下设置若干可调支脚。
14、与现有技术相比,本实用新型的有益效果如下:
15、本实用新型实施例公开的翻转开模机构,通过翻转加持架的加持卡锁机构对橡胶模压模具的上模进行加持和锁定,通过翻转气缸将加持的上模相对下模翻转60-90度,完成橡胶模压模具的自动开模或者合模,其极大的减轻了工人的劳动强度,实现了橡胶模压模具开合模的机械化和自动化,确保了劳动安全,提高了生产效率。
16、当然地,实施本实用新型的各技术方案并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种翻转开模机构,用于翻转橡胶模压模具,其特征在于,所述开模机构包括翻转开模机架、翻转气缸和翻转加持架;
2.根据权利要求1所述翻转开模机构,其特征在于,所述加持卡锁机构为变位插销机构,包括插销气缸支座和插销气缸,所述插销气缸通过插销气缸支座水平设置在翻转架体下端四角,插销气缸的插销活塞杆水平向外。
3.根据权利要求2所述翻转开模机构,其特征在于,所述活塞杆的端头固定设置u形轴接件,连接座轴与u形轴接件铰接。
4.根据权利要求3所述翻转开模机构,其特征在于,所述翻转架体由多组连接横梁和纵向连接片穿插构成,翻转架体整体为倒方盘形。
5.根据权利要求4所述翻转开模机构,其特征在于,所述翻转横梁为方管结构,其通过连接片固定跨设在落地框架的上端平行梁内侧。
6.根据权利要求5所述翻转开模机构,其特征在于,所述橡胶模压模具至少包括上模和下模,在上模的前后长端侧壁分别固定两组顶升架,在顶升架的端部侧向开有插销孔,插销孔与插销活塞对应。
7.根据权利要求6所述翻转开模机构,其特征在于,所述顶升架为t形结构。
8.根据权利要求7所述翻转开模机构,其特征在于,所述落地框架向下设置若干可调支脚。
技术总结
本技术公开一种翻转开模机构,包括翻转开模机架、翻转气缸和翻转加持架;翻转开模机架包括落地框架和横跨设置在落地框架上端的翻转横梁,翻转横梁的中央上端连接气缸支座,翻转横梁的中央内端连接加持架支座;翻转气缸为单作用气缸,在翻转气缸的翻转活塞杆一侧固定设置双头轴体,翻转气缸通过双头轴体铰接在气缸支座上;翻转加持架包括翻转架体和连接在翻转架体下端四角的加持卡锁机构,翻转架体的上端面中央通过连接座轴与活塞杆的端头铰接;翻转架体的内侧通过轴杆与加持架支座铰接。本技术翻转开模机构实现了橡胶模压模具开合模的机械化和自动化,确保了劳动安全,提高了生产效率。
技术研发人员:李立伟,张敏,李林辉,杨理博,郭正春,朱桐玉,朱莉明,马苗
受保护的技术使用者:西北橡胶塑料研究设计院有限公司
技术研发日:20230214
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!