一种模具镶件的定位工装的制作方法
本技术涉及模具生产领域,尤其涉及一种模具镶件的定位工装。
背景技术:
1、注塑模具结构中,具有用于成型的镶件,成型镶件制造后,在装配到模具上时需要进行研磨装配操作,已保证成型镶件与其他模具部件的配合精度,因而成型镶件研配的好坏直接影响模具质量及工期。在生产成型时需要设计大量的斜顶来实现产品的功能,研配是模具钳工研配工作量最大的一个工序,斜顶研配基本占模具研配总工作量的50%以上,斜顶研配是模具企业装配的瓶颈工序,也是最不容易控制质量的工序。
2、如图1所示,一种吸盘碗产品,包括硅胶的碗体1'和塑料的镶件2',其成型过程为:先成型塑料的镶件2’,再将镶件2’安装在硅胶模具的型腔内,注胶进模具内,成型碗体1'的同时与镶件连接成一体。在安装镶件2’时,由于碗体表面为弧形,模具型腔为较深的弧形腔体,现有通过手工方式将镶件2'安装在模具型腔中,具有定位不准确及安装不方便的缺点,需对此做出改进。
技术实现思路
1、本实用新型的目的在于提供一种模具镶件的定位工装,以便于镶件定位安装至模具的型腔内。
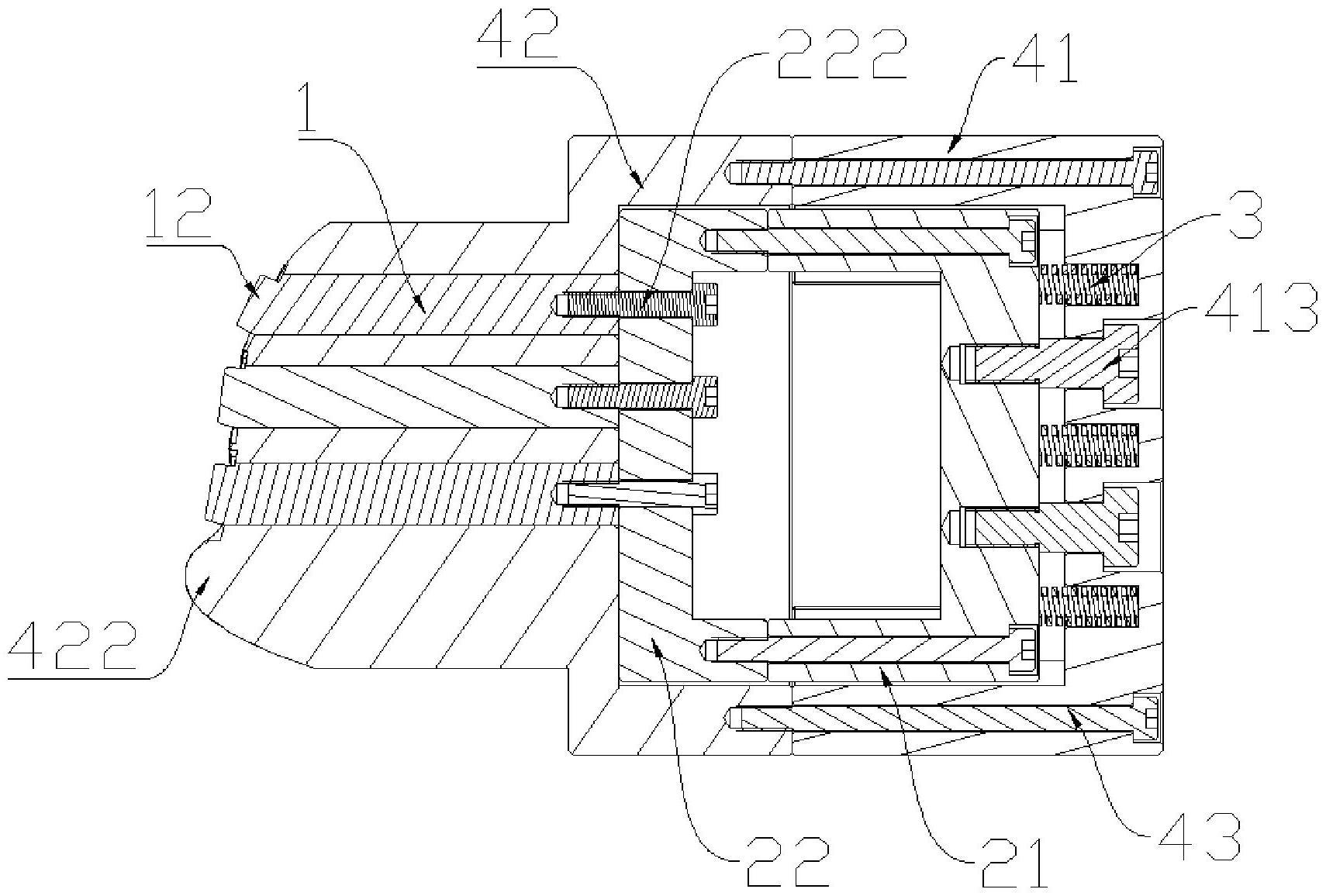
2、本实用新型公开了一种模具镶件的定位工装,包括若干驱动杆、连接件、若干弹簧和外壳;所述外壳内开设有若干杆体通道、槽体和若干弹簧槽,所述外壳的一端外侧壁上设置有第一握口,另一端设置有用于安装镶件的定位部;所述驱动杆安装在杆体通道内;所述连接件安装在槽体内,且所述连接件的一端部与驱动杆固定;所述连接件上开设有第二握口;所述弹簧安装在弹簧槽内,且弹簧的一端与连接件相抵接;从第一握口伸入第二握口内,按压所述连接件,从而带动所述驱动杆在杆体通道内滑动。
3、优选的,所述连接件包括连接公件和连接母件,所述连接公件和连接母件相互围合形成第二握口,所述连接公件和连接母件通过连接螺栓锁付固定,所述连接公件远离连接母件的一侧与弹簧固定连接,所述连接母件远离连接公件的一侧与驱动杆固定连接。
4、优选的,所述外壳设置有弹簧槽的一侧开设有若干限位孔,所述限位孔位于弹簧槽之间,所述限位孔内拧装有限位螺栓,所述连接公件靠近弹簧的一侧开设有若干限位槽,所述限位螺栓穿设在限位槽内。
5、优选的,若干所述驱动杆靠近连接母件的一端开设有固定槽,所述连接母件靠近驱动杆的一侧开设有固定孔,所述固定孔和固定槽内拧装有固定螺栓。
6、优选的,所述外壳包括第一壳体、第二壳体和若干第一螺栓,所述第一壳体和第二壳体通过第一螺栓锁付固定,所述第一握口开设在第一壳体上,所述杆体通道位于第二壳体远离第一壳体的一侧。
7、优选的,所述外壳带有定位部的一侧表面设置成与成型产品相匹配的曲面。
8、优选的,所述驱动杆远离连接件的一端设置有驱动部,所述驱动部与镶件的形状相匹配。
9、优选的,所述驱动杆所在的方向为第一方向,所述第二握口和第一握口重叠部分在第一方向上的长度尺寸为l,l>4cm。
10、由上述对本实用新型的描述可知,本实用新型具有以下有益效果:
11、1、本实用新型通过按压连接件,在弹簧的作用下,使得驱动杆在杆体通道内滑动从而带动镶件定位安装至模具型腔内,具有定位准确,固定方便的优点。
12、2、在连接件和外壳之间设置有限位螺栓,拉动连接件时连接件沿着限位螺栓移动,限位螺栓的设置对连接件起到限位作用,尽量避免连接件在移动时出现位置偏移。
13、3、将驱动杆和连接件之间通过固定螺栓锁付固定,由此便于对驱动杆进行拆卸更换,以适应不同结构的镶件安装。
技术特征:
1.一种模具镶件的定位工装,其特征在于:包括若干驱动杆、连接件、若干弹簧和外壳;
2.根据权利要求1所述的一种模具镶件的定位工装,其特征在于:所述连接件包括连接公件和连接母件,所述连接公件和连接母件相互围合形成第二握口,所述连接公件和连接母件通过连接螺栓锁付固定,所述连接公件远离连接母件的一侧与弹簧固定连接,所述连接母件远离连接公件的一侧与驱动杆固定连接。
3.根据权利要求2所述的一种模具镶件的定位工装,其特征在于:所述外壳设置有弹簧槽的一侧开设有若干限位孔,所述限位孔位于弹簧槽之间,所述限位孔内拧装有限位螺栓,所述连接公件靠近弹簧的一侧开设有若干限位槽,所述限位螺栓穿设在限位槽内。
4.根据权利要求2所述的一种模具镶件的定位工装,其特征在于:若干所述驱动杆靠近连接母件的一端开设有固定槽,所述连接母件靠近驱动杆的一侧开设有固定孔,所述固定孔和固定槽内拧装有固定螺栓。
5.根据权利要求1所述的一种模具镶件的定位工装,其特征在于:所述外壳包括第一壳体、第二壳体和若干第一螺栓,所述第一壳体和第二壳体通过第一螺栓锁付固定,所述第一握口开设在第一壳体上,所述杆体通道位于第二壳体远离第一壳体的一侧。
6.根据权利要求1所述的一种模具镶件的定位工装,其特征在于:所述外壳带有定位部的一侧表面设置成与成型产品相匹配的曲面。
7.根据权利要求1所述的一种模具镶件的定位工装,其特征在于:所述驱动杆远离连接件的一端设置有驱动部,所述驱动部与镶件的形状相匹配。
8.根据权利要求6所述的一种模具镶件的定位工装,其特征在于:所述驱动杆所在的方向为第一方向,所述第二握口和第一握口重叠部分在第一方向上的长度尺寸为l,l>4cm。
技术总结
本技术公开一种模具镶件的定位工装,包括若干驱动杆、连接件、若干弹簧和外壳,所述外壳内开设有数个杆体通道、槽体和若干弹簧槽,所述槽体的尺寸大小大于连接件的尺寸大小,若干所述驱动杆安装在杆体通道内,所述连接件安装在槽体内,若干所述弹簧安装在弹簧槽内,所述连接件的两侧分别与若干驱动杆和若干弹簧的一端固定连接,若干所述弹簧的另一端与外壳的内侧壁固定连接,所述外壳被杆体通道贯穿的一侧设置有定位部,所述外壳的表面开设有第一握口,所述连接件表面开设有第二握口,所述第二握口和第一握口部分重叠。本技术的优点在于通过该定位工装能够对零件的安装进行定位准确,并且固定方便。
技术研发人员:周颖,雷万明
受保护的技术使用者:厦门硅合新材料科技有限公司
技术研发日:20230216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!