一种管件类产品黄铜嵌件自动上料系统的制作方法
本技术属于嵌件上料工装,具体涉及一种管件类产品黄铜嵌件自动上料系统。
背景技术:
1、黄铜嵌件类管件生产过程中,需要将黄铜嵌件埋入模具进行注塑。传统模式下,是通过人工将黄铜嵌件埋入模具;人工操作时,其操作稳定性较差,容易影响模具的生产效率及生产质量,且存在安全隐患;此外,人工埋入的操作方式不适合自动化生产线的需求,容易造成待加工产品的堆积,影响前后工序的连贯性。
技术实现思路
1、针对现有技术中存在的上述问题,本实用新型的目的在于提供一种管件类产品黄铜嵌件自动上料系统,其能够实现自动化上料,操作效率高,适用于自动化生产线。
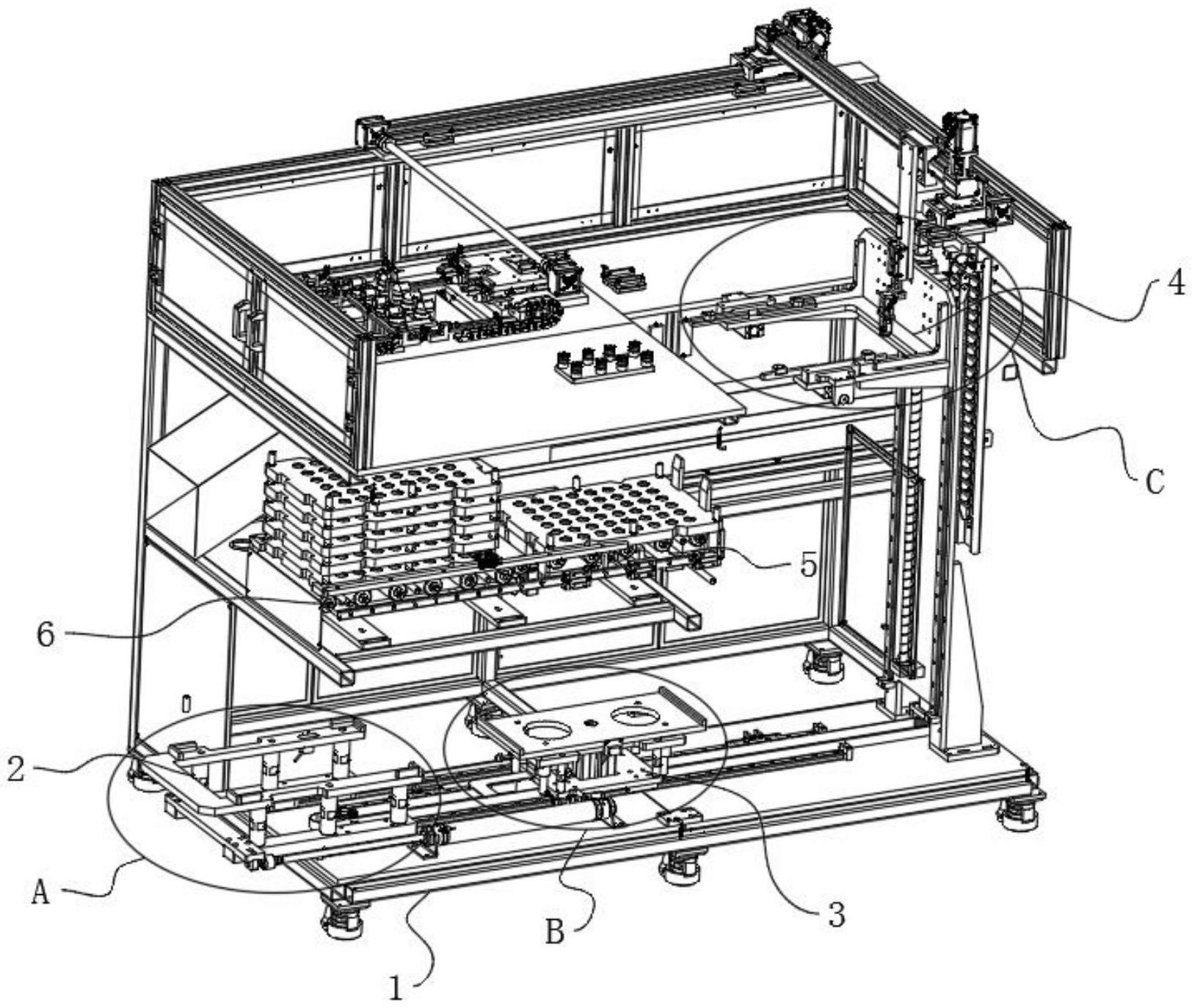
2、本实用新型提供如下技术方案:一种管件类产品黄铜嵌件自动上料系统,包括安装框架;所述安装框架上设有用于码垛嵌件码盘的码盘上料位装置、对嵌件码盘进行转运的码盘接料位装置及对嵌件码盘进行取料的码盘取料位装置;所述码盘上料位装置与码盘接料位装置对应设置,均位于安装框架的底部,码盘上料位装置通过气缸组件驱动进行水平直线运动并能够移动至安装框架的外侧,码盘接料位装置通过伺服驱动系统控制进行水平直线运动,所述码盘取料位装置设置在码盘接料位装置的上方并通过伺服驱动系统控制进行竖直直线运动;所述安装框架的上部设有用于夹取嵌件的机械手。
3、进一步的,所述码盘上料位装置包括上料安装板及码垛底板,上料安装板滑动设置在安装框架的底部,其与气缸组件的输出端相连接,码垛底板通过一组支杆架设在上料安装板上。
4、进一步的,所述码垛底板呈u型结构,其开口侧朝向码盘接料位装置一侧设置,码垛底板的前后两侧均设有用于对码盘进行定位的码垛上料定位块。
5、进一步的,所述码盘接料位装置包括接料底座,接料底座滑动设置在安装框架上,接料底座上设有顶升气缸,接料底座的上方设有接料板,接料板与顶升气缸的输出端相连接。
6、进一步的,所述接料板的前后两侧均设有接料限位块。
7、进一步的,所述码盘取料位装置包括取料板,取料板呈l型结构,其水平段上设置有夹紧组件,取料板与伺服驱动系统相连接;所述夹紧组件包括夹紧气缸、夹紧块及夹头;夹紧气缸固定安装在取料板上,夹紧块与夹紧气缸的输出端相连接,夹头设置在夹紧块上;所述码盘上设有与夹头相配合的定位槽。
8、进一步的,所述夹紧块上设有定位槽,夹头定位安装在定位槽中。
9、进一步的,所述安装框架的中部设有用于运输空码盘的接空码盘滚筒线及存放空码盘的空码盘暂存滚筒线。
10、通过采用上述技术,与现有技术相比,本实用新型的有益效果如下:
11、1)本实用新型通过设置的码盘上料位装置、码盘接料位装置及码盘取料位装置,配合机械手,能够实现黄铜嵌件上料、转运及取料的自动化操作;其能够实现黄铜嵌件的码垛上料,有效地提高了嵌件上料的操作效率,并适用于自动化生产线;
12、2)本实用新型码盘上料位装置中,码垛底板通过一组支杆架设在上料安装板上,为取料板的插入取料预留空间,其u型开口式的结构设计,能够方便取料板进出;
13、3)本实用新型中码盘接料位装置,通过将接料板与顶升气缸连接,通过顶升气缸的顶升及下降能够带动接料板上下运动,实现码盘的自动化转运操作;
14、4)本实用新型码盘取料位装置中,夹紧组件中的夹头与码盘上的定位槽对应配合设置,利用夹紧气缸对码盘进行夹紧,配合设置的伺服驱动系统,能够实现码盘的取料操作;
15、5)本实用新型中,通过设置的接空码盘滚筒线能够与码盘取料位装置配合实现空码盘的运输,通过设置的空码盘暂存滚筒线能够实现空码盘的暂时存放。
技术特征:
1.一种管件类产品黄铜嵌件自动上料系统,包括安装框架;其特征在于:所述安装框架上设有用于码垛嵌件码盘的码盘上料位装置、对嵌件码盘进行转运的码盘接料位装置及对嵌件码盘进行取料的码盘取料位装置;所述码盘上料位装置与码盘接料位装置对应设置,均位于安装框架的底部,码盘上料位装置通过气缸组件驱动进行水平直线运动并能够移动至安装框架的外侧,码盘接料位装置通过伺服驱动系统控制进行水平直线运动,所述码盘取料位装置设置在码盘接料位装置的上方并通过伺服驱动系统控制进行竖直直线运动;所述安装框架的上部设有用于夹取嵌件的机械手。
2.根据权利要求1所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述码盘上料位装置包括上料安装板及码垛底板,上料安装板滑动设置在安装框架的底部,其与气缸组件的输出端相连接,码垛底板通过一组支杆架设在上料安装板上。
3.根据权利要求2所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述码垛底板呈u型结构,其开口侧朝向码盘接料位装置一侧设置,码垛底板的前后两侧均设有用于对码盘进行定位的码垛上料定位块。
4.根据权利要求3所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述码盘接料位装置包括接料底座,接料底座滑动设置在安装框架上,接料底座上设有顶升气缸,接料底座的上方设有接料板,接料板与顶升气缸的输出端相连接。
5.根据权利要求4所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述接料板的前后两侧均设有接料限位块。
6.根据权利要求4所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述码盘取料位装置包括取料板,取料板呈l型结构,其水平段上设置有夹紧组件,取料板与伺服驱动系统相连接;所述夹紧组件包括夹紧气缸、夹紧块及夹头;夹紧气缸固定安装在取料板上,夹紧块与夹紧气缸的输出端相连接,夹头设置在夹紧块上;所述码盘上设有与夹头相配合的定位槽。
7.根据权利要求6所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述夹紧块上设有定位槽,夹头定位安装在定位槽中。
8.根据权利要求1-7任一所述的一种管件类产品黄铜嵌件自动上料系统,其特征在于所述安装框架的中部设有用于运输空码盘的接空码盘滚筒线及存放空码盘的空码盘暂存滚筒线。
技术总结
一种管件类产品黄铜嵌件自动上料系统,属于嵌件上料工装技术领域。它包括安装框架,安装框架上设有码盘上料位装置、码盘接料位装置及对嵌件码盘进行取料的码盘取料位装置;码盘上料位装置与码盘接料位装置对应设置,码盘上料位装置通过气缸组件驱动,码盘接料位装置通过伺服驱动系统控制,码盘取料位装置设置在码盘接料位装置的上方并通过伺服驱动系统控制;安装框架的上部设有用于夹取嵌件的机械手。本技术通过设置的码盘上料位装置、码盘接料位装置及码盘取料位装置,配合机械手,能够实现黄铜嵌件上料、转运及取料的自动化操作,其能够实现黄铜嵌件的码垛上料,有效地提高了嵌件上料的操作效率,并适用于自动化生产线。
技术研发人员:马德耿,叶德园,冯晓龙
受保护的技术使用者:临海伟星新型建材有限公司
技术研发日:20230217
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!