一种潜胶式IML注塑模具的制作方法
本技术涉及iml注塑模具,具体为一种潜胶式iml注塑模具。
背景技术:
1、根据申请号为cn201721865614.1的中国实用新型专利所述“注塑机流出的熔融状的塑胶通过熔融塑胶入口21流入注塑模具1的进胶通道4内,由于设置有牛角潜胶装置6,熔融塑胶进入牛角潜胶装置6的弯钩通道61内,并沿弯钩通道出口611经模腔5的底部喷入模腔5内,避免注塑的产品表面产生胶印,提高产品合格率,减少二次加工的工序,提高应用于imd注塑模具的牛角潜胶装置的实用性”。
2、根据申请号为cn201721581825.2的中国使用新型专利所述“imd技术分为iml(膜片装饰)及imr(转印技术)两种工艺。其中iml中,如何防止冲墨是膜片的关键技术。冲墨是指在注塑过程中粒子的高温冲击下膜片的颜色被氧化或者位移的情况”。
3、根据申请号为cn201720717850.2的中国使用新型专利所述“常规技术中,由于其侧壁为外观面,不允许有注胶口痕迹,只能在外壳1的一端设注胶口,其薄壁特征以及不对称的形状导致了必须以较大压力才可使注胶充分,其在该外壳1的封闭端上产生内应力较大”。
4、在现有技术中,为了避免注塑件的表面产生有进胶口的胶印通常采用在牛角式注塑,使注塑原料从产品非表面的地方进胶,但在注塑进胶的过程中,进胶口将注塑原料注入到模腔内时,容易因进胶的流速过大而导致有冲墨的现象发生,且现有技术中,牛角式进胶通常是在产品的边缘进胶,导致注塑原料进入模腔内时,需要较大的压力才可使模腔内注胶充分。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
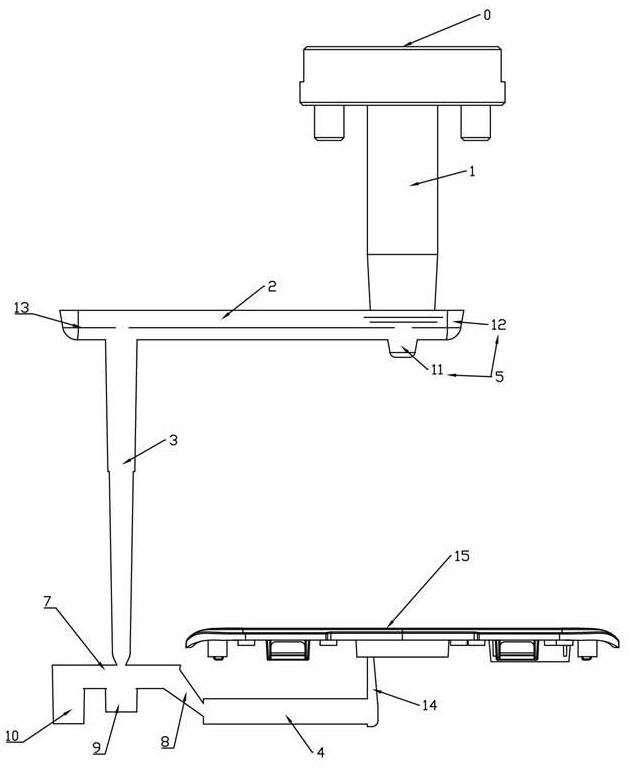
2、为实现上述目的,本实用新型提供如下技术方案:一种潜胶式iml注塑模具,包括有后模仁;
3、后模仁上设有成型槽,成型槽的内底面上居中设有注塑口,注塑口连接有注塑流道;
4、注塑流道垂直向下于注塑口设置,并注塑流道的一端与注塑口连接,注塑流道的另一端连接有四级流道,注塑流道通过注塑口连通成型槽;
5、四级流道垂直于注塑流道设置,四级流道远离注塑口的一端连通有三级流道;
6、三级流道垂直向上于四级流道设置,三级流道远离四级流道的一端连通有二级流道;
7、二级流道平行于四级流道设置,二级流道远离三级流道的一端流通有主流道;
8、主流道垂直向上与二级流道设置,主流道远离二级流道的一端设有输入口。
9、作为本实用新型进一步方案:主流道口与二级流道的连接处设有第一缓冲部,二级流道与三级流道的连接处设有第二缓冲部,三级流道与四级流道的连接处设有缓冲流道。
10、作为本实用新型进一步方案:所述三级流道与缓冲流道的中部连通,缓冲流道与四级流道之间设有斜向流道;
11、所述斜向流道的横截面积从缓冲流道向四级流道均匀收缩。
12、作为本实用新型进一步方案:所述缓冲流道的内底面设有第一缓流槽以及第二缓流槽,所述第一缓流槽设于缓冲流道的下端并与三级流道共线配合,第二缓流槽设于缓冲流道远离斜向流道的一端。
13、作为本实用新型进一步方案:所述第一缓冲部包括有第三缓流槽以及第四缓流槽;
14、所述第三缓流槽以及第四缓流槽设于二级流道远离三级流道的一端并与二级流道连通;
15、所述第三缓流槽设于二级流道的下端并与主流道共线配合。
16、作为本实用新型进一步方案:所述第二缓冲部包括有第五缓流槽,所述第三缓流槽设于二级流道远离主流道的一端并与二级流道连通,所述第五缓流槽设于二级流道远离缓流槽的一端并与第四缓流槽共线配合。
17、与现有技术相比,本实用新型的有益效果如下:通过主流道与二级流道的连接处呈直角则是第一次减缓原料流速,二级流道与三级流道的连接处呈直角则是第二次减缓原料的流速,三级流道与四级流道的连接处呈直角则是第三次减缓原料流速,四级流道与注塑流道的连接处呈直角则是第四次减缓原料流速,经过对原料多次减缓流速以及注塑口设于成型槽内底面的居中位置,能够使在注塑的过程中,避免因流速过大而造成的冲墨,而注塑口设于成型槽内底面的居中位置,使原料从注塑口能以相对均匀的最短的路径到达成型腔的每个部位,在横截面固定时,原料的注塑行程越短,所需要的注塑压力越小,使注塑原料也能够均匀在成型腔内注胶充分,能够有效避免冲墨的现象发生,提高成型件的合格率,提高生产效率。
技术特征:
1.一种潜胶式iml注塑模具,其特征在于,包括有后模仁;
2.根据权利要求1所述的一种潜胶式iml注塑模具,其特征在于,主流道口与二级流道的连接处设有第一缓冲部,二级流道与三级流道的连接处设有第二缓冲部,三级流道与四级流道的连接处设有缓冲流道。
3.根据权利要求2所述的一种潜胶式iml注塑模具,其特征在于,所述三级流道与缓冲流道的中部连通,缓冲流道与四级流道之间设有斜向流道;
4.根据权利要求3所述的一种潜胶式iml注塑模具,其特征在于,所述缓冲流道的内底面设有第一缓流槽以及第二缓流槽,所述第一缓流槽设于缓冲流道的下端并与三级流道共线配合,第二缓流槽设于缓冲流道远离斜向流道的一端。
5.根据权利要求4所述的一种潜胶式iml注塑模具,其特征在于,所述第一缓冲部包括有第三缓流槽以及第四缓流槽;
6.根据权利要求5所述的一种潜胶式iml注塑模具,其特征在于,所述第二缓冲部包括有第五缓流槽,所述第三缓流槽设于二级流道远离主流道的一端并与二级流道连通,所述第五缓流槽设于二级流道远离缓流槽的一端并与第四缓流槽共线配合。
技术总结
本技术公开了一种潜胶式IML注塑模具,涉及IML注塑模具技术领域,包括有后模仁,后模仁上设有成型槽,成型槽的内底面上居中设有注塑口,注塑口连接有注塑流道,注塑流道的另一端连接有四级流道,注塑流道通过注塑口连通成型槽,四级流道垂直于注塑流道设置,四级流道远离注塑口的一端连通有三级流道,三级流道垂直于四级流道设置,三级流道远离四级流道的一端连通有二级流道,二级流道平行于四级流道设置,二级流道远离三级流道的一端流通有主流道,主流道垂直与二级流道设置,经过对原料多次减缓流速及注塑口设于成型槽内底面的居中位置,注塑时有效避免流速过大而造成的冲墨,也不需太大的压力原料能在成型腔内注胶充分。
技术研发人员:胡雄辉,唐均华,程涵,彭超,谭福元
受保护的技术使用者:东莞市稻田伟业塑胶科技有限公司
技术研发日:20230217
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!