一种汽车空调壳体注塑模具的制作方法
本申请涉及模具,尤其是涉及一种汽车空调壳体注塑模具。
背景技术:
1、随着汽车行业的快速发展,汽车零部件行业也得到了飞速的发展,汽车空调作为提高汽车乘坐舒适性的一种重要部件已被广大汽车制造企业及消费者所认可;而汽车空调的壳体采用注塑模具成型,现有的汽车空调壳体如图1所示,在汽车空调壳体中有个弧形槽口a01,而现有的汽车空调壳体注塑模具的脱模方式常采用滑动式的直线运动脱模,这就会导致对带有弧形槽口的汽车空调壳体注塑成型带来一定的难度,为此提出一种汽车空调壳体注塑模具用以解决上述技术问题。
技术实现思路
1、本申请的其中一个目的在于提供一种便于对空调壳体的弧形槽口进行弧形滑动式脱模的注塑模具。
2、为达到以上目的,本申请采用的技术方案为:一种汽车空调壳体注塑模具,包括上模、下模、第一成型组件以及脱模机构;所述第一成型组件安装于所述下模,以使得所述第一成型组件和所述上模以及所述下模相互配合以形成用于成型所需的空调壳体的型腔;其中,所述第一成型组件用于成型空调壳体的弧形槽口;所述脱模机构安装于所述下模,所述脱模机构适于带动所述第一成型组件沿空调壳体的弧形槽口进行弧形滑动,进而将所述第一成型组件与成型后的空调壳体进行脱离。
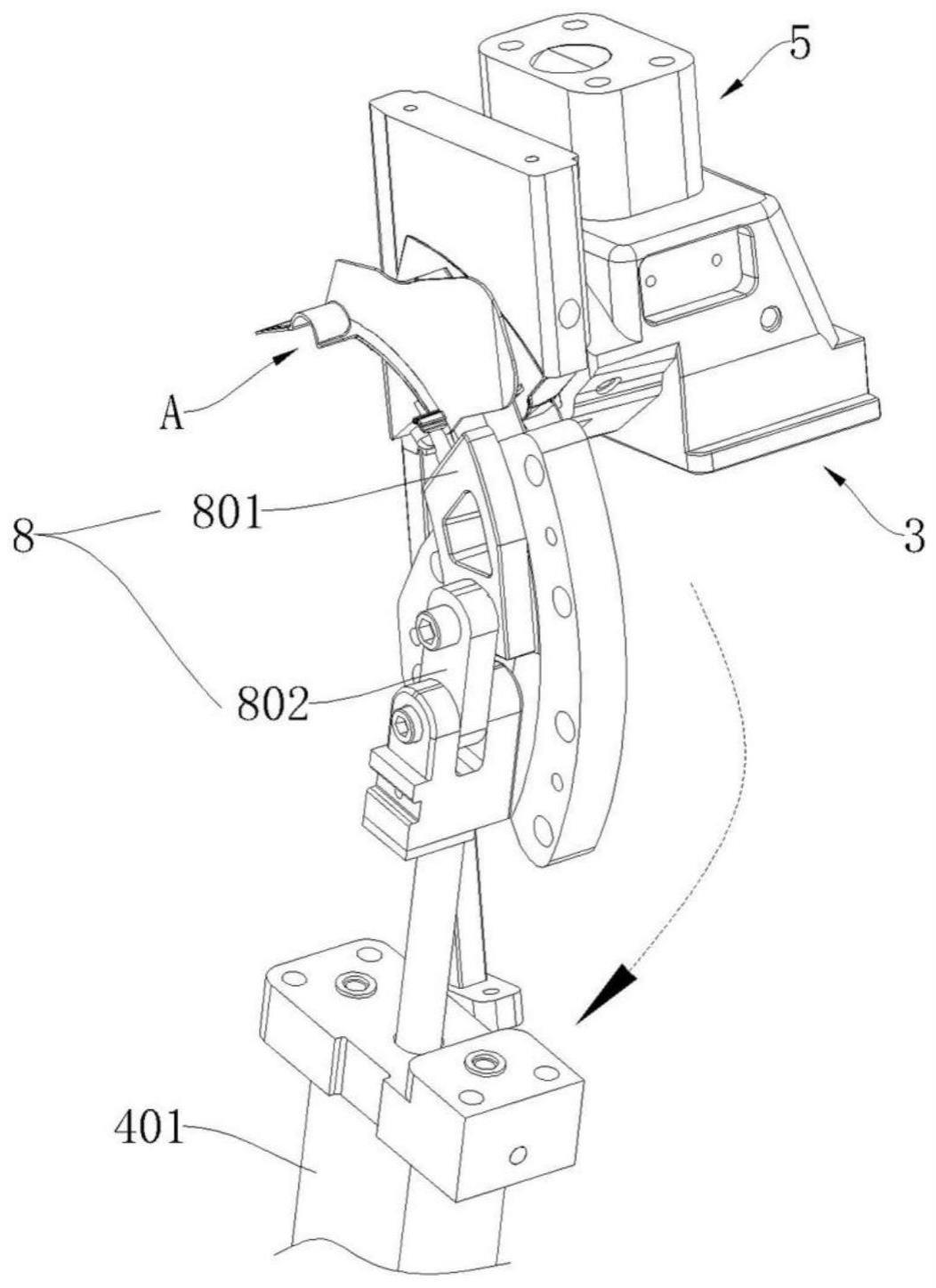
3、优选的,所述下模内设置有弧形的导向槽;所述第一成型组件滑动安装于所述导向槽内;所述脱模机构包括第一驱动装置,所述第一驱动装置安装于所述下模底部,所述第一驱动装置的输出端与所述第一成型组件进行铰接;当进行脱模时,所述第一驱动装置适于驱使所述第一成型组件沿所述导向槽进行弧形滑动,进而与成型后的空调壳体的弧形槽口进行顺畅的脱离。
4、优选的,所述下模内设置有安装槽,所述安装槽内安装有滑动组件,所述滑动组件适于和所述安装槽相配合以形成所述导向槽。
5、优选的,所述滑动组件包括第一导向块和第二导向块,所述第一导向块和所述第二导向块均固定安装于所述安装槽,且所述第一导向块和所述第二导向块之间通过弧形的相对端面以形成所述导向槽。
6、优选的,所述第一成型组件包括第一型芯块和铰接板;所述第一型芯块用于成型空调壳体的弧形槽口;所述第一型芯块和所述第一驱动装置的输出端通过所述铰接板进行铰接。
7、优选的,所述汽车空调壳体注塑模具还包括第二成型组件,所述第二成型组件滑动安装于所述下模的上端面,所述第二成型组件用于成型空调壳体的侧部;所述第二成型组件和所述上模通过导向结构进行配合,以使得在进行开模时,所述上模适于通过所述导向结构以驱使所述第二成型组件向背离成型后的空调壳体的方向进行移动。
8、优选的,所述导向结构包括斜导柱和斜导槽;所述斜导柱固定安装于所述上模,所述斜导槽设置于所述第二成型组件;当进行开模时,所述斜导柱适于随所述上模进行同步移动,进而通过所述斜导柱与所述斜导槽的倾斜滑动配合以驱使所述第二成型组件沿所述下模进行水平滑动。
9、优选的,所述第二成型组件包括至少两个第二型芯块;所述第二型芯块分别位于所述型腔的两侧,以用于成型空调壳体的两侧;当进行开模时,两个所述第二型芯块通过所述导向结构分别进行远离空调壳体两侧的水平移动。
10、优选的,所述汽车空调壳体注塑模具还包括第三成型组件,所述第三成型组件贯穿所述下模并与所述型腔进行配合,以用于成型空调壳体的部分内腔;所述第三成型组件的下端与所述脱模机构进行配合;当进行脱模时,所述第三成型组件适于随所述脱模机构进行上移,进而将与所述第一成型组件以及所述第二成型组件分离后的空调壳体顶起。
11、优选的,所述脱模机构还包括顶板和第二驱动装置,所述顶板滑动安装于所述下模的下部,所述第二驱动装置固定安装于所述下模并通过输出端与所述顶板进行连接;所述第三成型组件的下端与所述顶板进行连接;当进行脱模时,所述第二驱动装置适于驱使所述顶板进行上移,进而所述顶板适于带动所述第三成型组件进行上移。
12、与现有技术相比,本申请的有益效果在于:
13、(1)本申请通过设置第一成型组件来成型空调壳体的弧形槽口,并且在进行脱模时,第一成型组件可以在脱模机构的驱使下沿弧形槽口的弧形方向与弧形槽口进行脱离,进而可以保证脱模过程的顺畅性,同时还可以有效的提高弧形槽口脱模后的成型质量。
14、(2)本实用新型通过设置有顶板和第二驱动装置,驱动装置可以使顶板上移,进而使顶板上的第三成型组件上移对注塑成型后的空调壳体顶出,便于拿取。
技术特征:
1.一种汽车空调壳体注塑模具,其特征在于,包括:
2.如权利要求1所述的汽车空调壳体注塑模具,其特征在于:所述下模内设置有弧形的导向槽;所述第一成型组件滑动安装于所述导向槽内;所述脱模机构包括第一驱动装置,所述第一驱动装置安装于所述下模底部,所述第一驱动装置的输出端与所述第一成型组件进行铰接;当进行脱模时,所述第一驱动装置适于驱使所述第一成型组件沿所述导向槽进行弧形滑动,进而与成型后的空调壳体的弧形槽口进行顺畅的脱离。
3.如权利要求2所述的汽车空调壳体注塑模具,其特征在于:所述下模内设置有安装槽,所述安装槽内安装有滑动组件,所述滑动组件适于和所述安装槽相配合以形成所述导向槽。
4.如权利要求3所述的汽车空调壳体注塑模具,其特征在于:所述滑动组件包括第一导向块和第二导向块,所述第一导向块和所述第二导向块均固定安装于所述安装槽,且所述第一导向块和所述第二导向块之间通过弧形的相对端面以形成所述导向槽。
5.如权利要求2-4任一项所述的汽车空调壳体注塑模具,其特征在于:所述第一成型组件包括第一型芯块和铰接板;所述第一型芯块用于成型空调壳体的弧形槽口;所述第一型芯块和所述第一驱动装置的输出端通过所述铰接板进行铰接。
6.如权利要求1所述的汽车空调壳体注塑模具,其特征在于:所述汽车空调壳体注塑模具还包括第二成型组件,所述第二成型组件滑动安装于所述下模的上端面,所述第二成型组件用于成型空调壳体的侧部;所述第二成型组件和所述上模通过导向结构进行配合,以使得在进行开模时,所述上模适于通过所述导向结构以驱使所述第二成型组件向背离成型后的空调壳体的方向进行移动。
7.如权利要求6所述的汽车空调壳体注塑模具,其特征在于:所述导向结构包括斜导柱和斜导槽;所述斜导柱固定安装于所述上模,所述斜导槽设置于所述第二成型组件;当进行开模时,所述斜导柱适于随所述上模进行同步移动,进而通过所述斜导柱与所述斜导槽的倾斜滑动配合以驱使所述第二成型组件沿所述下模进行水平滑动。
8.如权利要求7所述的汽车空调壳体注塑模具,其特征在于:所述第二成型组件包括至少两个第二型芯块;所述第二型芯块分别位于所述型腔的两侧,以用于成型空调壳体的两侧;当进行开模时,两个所述第二型芯块通过所述导向结构分别进行远离空调壳体两侧的水平移动。
9.如权利要求6-8任一项所述的汽车空调壳体注塑模具,其特征在于:所述汽车空调壳体注塑模具还包括第三成型组件,所述第三成型组件贯穿所述下模并与所述型腔进行配合,以用于成型空调壳体的部分内腔;所述第三成型组件的下端与所述脱模机构进行配合;当进行脱模时,所述第三成型组件适于随所述脱模机构进行上移,进而将与所述第一成型组件以及所述第二成型组件分离后的空调壳体顶起。
10.如权利要求9所述的汽车空调壳体注塑模具,其特征在于:所述脱模机构还包括顶板和第二驱动装置,所述顶板滑动安装于所述下模的下部,所述第二驱动装置固定安装于所述下模并通过输出端与所述顶板进行连接;所述第三成型组件的下端与所述顶板进行连接;当进行脱模时,所述第二驱动装置适于驱使所述顶板进行上移,进而所述顶板适于带动所述第三成型组件进行上移。
技术总结
本申请公开了一种汽车空调壳体注塑模具,包括上模、下模、第一成型组件以及脱模机构;第一成型组件安装于下模,以使得第一成型组件和上模以及下模相互配合以形成用于成型所需的空调壳体的型腔;其中,第一成型组件用于成型空调壳体的弧形槽口;脱模机构安装于下模,脱模机构适于带动第一成型组件沿空调壳体的弧形槽口进行弧形滑动,进而将第一成型组件与成型后的空调壳体进行脱离;本申请的有益效果:通过设置第一成型组件来成型空调壳体的弧形槽口,并且在进行脱模时,第一成型组件可以在脱模机构的驱使下沿弧形槽口的弧形方向与弧形槽口进行脱离,进而可以保证脱模过程的顺畅性,同时还可以有效的提高弧形槽口脱模后的成型质量。
技术研发人员:胡国锋
受保护的技术使用者:宁波阳超模具有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!