一种颗粒料3D打印机挤出系统的制作方法
本技术涉及一种3d打印机,具体涉及一种颗粒料3d打印机挤出系统。
背景技术:
1、fdm(熔融沉积成型)3d打印技术是应用最广泛的3d打印技术。现有fdm技术中大多是线材为耗材,也出现了通过螺杆挤出装置进行颗粒材料3d打印的新技术。以颗粒材料为3d打印耗材,相比线材省了加工工序,成本更低,挤出流量也更大,更适合中大型产品的3d打印。现有的颗粒料3d打印挤出机,尚处于不成熟的试验阶段,普遍存在以下不足:
2、一、供料方面:颗粒材料供料比线材复杂,实际应用中主要有以下做法,一种是简易型,3d打印机上方有固定料斗,颗粒料靠重力通过料斗下方的供料软管进入螺杆挤出机进料口,由于管路内充满物料,容易造成堵塞,并且影响挤出机移动。另一种是注塑工业采用的真空上料机,系统较复杂,体积较大,成本较高,虽然管路中不会充满物料,但进入挤出机入口处的料过多依然容易造成堵塞。此外,塑料颗粒普遍容易受潮,导致在挤出时产生气泡,上述供料方式如要解决这个问题,都需要单独配备干燥机。
3、二、挤出过程:颗粒料进入进料口,受到螺杆加热温度传导过来的影响,部分材料会变软,一般挤出机未在进料口采取有效的降温措施,有可能造成颗粒料未旋入螺杆就粘连堵塞,影响打印出料稳定。此外,现有螺杆加热段温度一般为单一温度控制,即使有多个加热器件均布,但温度探测并未随着加热器布置多个,而3d打印螺杆挤出机加热段各区域温度对熔融材料挤出质量有影响,如中段温度强调推动顺畅,末端温度强调挤出后的成型效果,因此温度略有差异。此外,不同的颗粒材料,温度参数也有区别。现有单一温度控制不能做到精准控制打印质量,也不能根据不同材料灵活调整温控参数。
技术实现思路
1、本实用新型提供了一种颗粒料3d打印机挤出系统,目的是解决现有技术中的颗粒料3d打印挤出机不能用相对简单的机构实现连续、高效输送颗粒原料的问题,以及螺杆挤出机各段温度不能精准控制而产生打印质量不稳定的问题。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
3、一种颗粒料3d打印机挤出系统,包括螺杆挤出机、上料机构、存料机构及加热机构,上料机构与存料机构连接,存料机构与螺杆挤出机连接,加热机构安装在螺杆挤出机上;
4、上料机构包括料桶、供料软管、真空气力输送器、气动电磁阀、第一继电器及空气压缩机,供料软管的一端与料桶连接,另一端与存料机构连接;真空气力输送器设置在供料软管上,空气压缩机经过气动电磁阀与真空气力输送器连接,气动电磁阀经过第一继电器与光电传感器连接;
5、加热机构包括温控器、加热器、第二继电器及温度传感器,加热器、第二继电器及温度传感器有若干个,若干加热器及温度传感器均与螺杆挤出机连接,加热器用于为螺杆挤出机的内部腔体进行加热;加热器通过继电器与温控器连接,温度传感器通过所述温控器与加热器连接。
6、进一步限定,料桶设置有烘干器,烘干器用于对料桶内部的物料进行加热使潮汽蒸发并排出。
7、进一步优化,真空气力输送器、气动电磁阀、空气压缩机上均设置有气动接头,气动接头上连接有气动软管,气动软管将所述真空气力输送器经过气动电磁阀与所述空气压缩机连接。
8、进一步优化,料桶底部设置有暂存器,暂存器上设置有振动电机,暂存器底部和侧面设置有封堵盖,真空气力输送器通过暂存器与料桶连接。
9、进一步限定,存料机构包括气料分离容腔及储料器,气料分离容腔进料端与供料软管连接,出料端与储料器连接,储料器上设置有排气孔,储料器上的出料端与螺杆挤出机上的进料端连接。
10、进一步优化,气料分离容腔顶部设置有排气滤料网。
11、进一步优化,储料器的出料端通过进料接头与螺杆挤出机连接。
12、进一步优化,螺杆挤出机上还连接有冷却装置,冷却装置包括与进料接头连接的水冷散热片,水冷散热片通过水冷软管连接有水冷散热器。
13、进一步优化,储料器上还设置有光电传感器,光电传感器通过所述第一继电器与所述气动电磁阀连接,光电传感器用于检测储料器内的物料量。
14、与现有技术相比,本实用新型具有以下有益效果:
15、本实用新型主要包括螺杆挤出机、上料机构、存料机构及加热机构,上料机构与存料机构连接,存料机构与螺杆挤出机连接,加热机构安装在螺杆挤出机上;在实际的使用过程中,工作人员通过温控器事先设定好加热器加热的温度,保证螺杆挤出机中的温度保持恒定。
16、料桶中存放有经过烘干处理的颗粒料,颗粒料进入到料桶底部的暂存器后,通过振动电机振捣避免颗粒料粘结成团,便于输送,空气压缩机输出恒定高压气体,当气动电磁阀接收到光传感器探测的缺料信号时开启阀门,高压气流通过真空气力输送器将颗粒料通过供料软管输送至存料机构中,存料机构对等待挤出的颗粒料进暂时保存,存料机构中的颗粒料经过进料接头进入到螺杆挤出机中,进料接头连接的水冷装置确保颗粒料进入螺杆时仍保持低温固体颗粒状态,颗粒料通过内部螺杆的输送后经过各加热器所在的加热段进行加热,直至熔融成流体状态并达到目标温度,最后从螺杆挤出机末端喷嘴挤出,这样设置的好处是用常规空气压缩机实现将颗粒材料送入到储料器中,通过相对简单的机构实现3d打印机连续、高效输送颗粒材料的目的,并且通过温控器使得若干加热器保持恒定的目标温度,若干加热器对螺杆挤出机进行加热,使得螺杆挤出机内部的物料受热均匀,挤出的物料打印效果比现有技术更好。
技术特征:
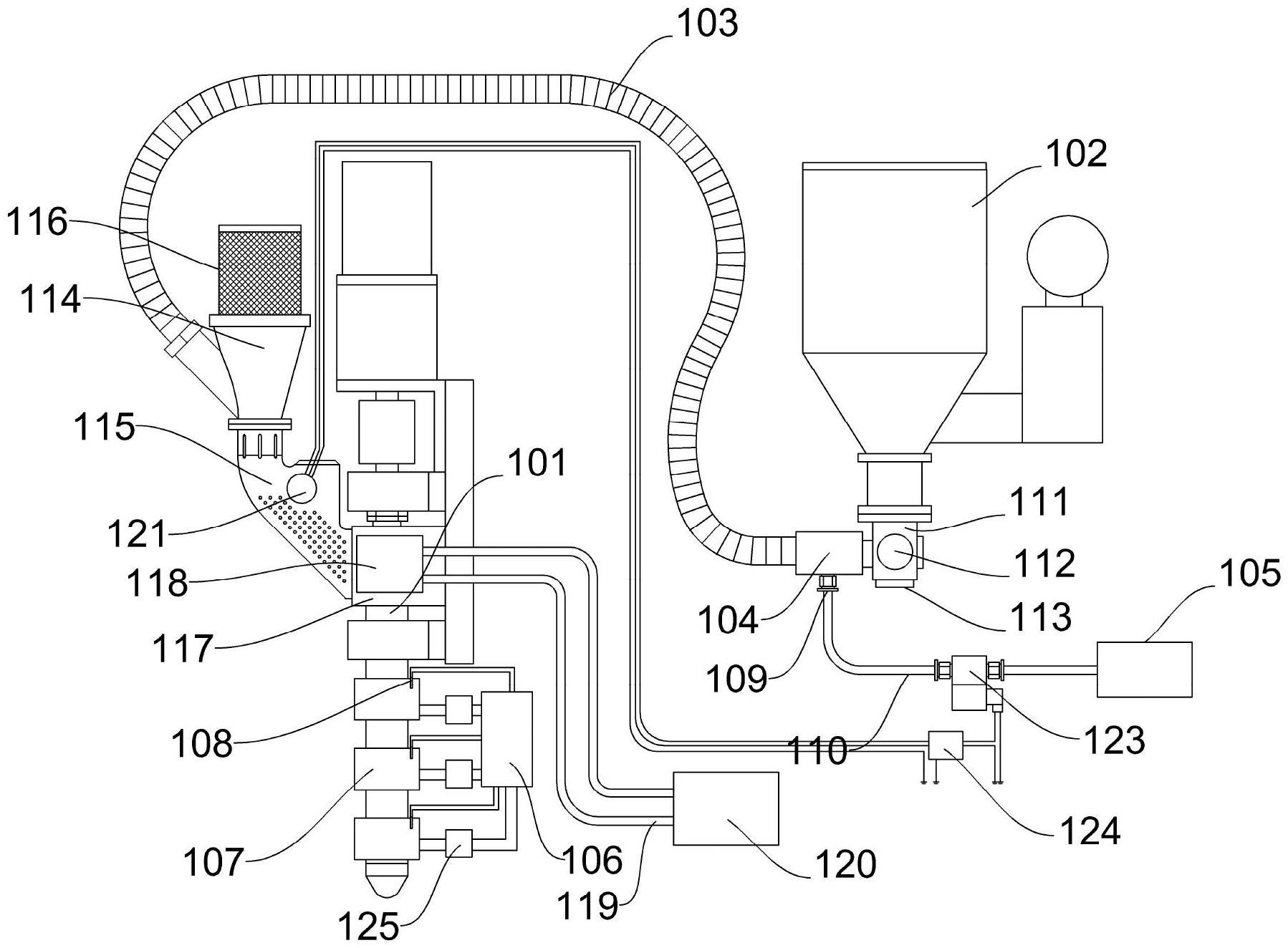
1.一种颗粒料3d打印机挤出系统,包括螺杆挤出机(101),其特征在于:还包括上料机构、存料机构及加热机构,上料机构与存料机构连接,存料机构与螺杆挤出机(101)连接,加热机构安装在螺杆挤出机(101)上;
2.根据权利要求1所述的一种颗粒料3d打印机挤出系统,其特征在于:料桶(102)内设置有烘干器,烘干器用于对料桶(102)内部的物料进行加热使潮汽蒸发并排出。
3.根据权利要求1所述的一种颗粒料3d打印机挤出系统,其特征在于:真空气力输送器(104)、气动电磁阀(123)、空气压缩机(105)上均设置有气动接头(109),气动接头(109)上连接有气动软管(110)将所述真空气力输送器(104)经过气动电磁阀(123)与所述空气压缩机(105)连接。
4.根据权利要求1所述的一种颗粒料3d打印机挤出系统,其特征在于:料桶(102)底部设置有暂存器(111),暂存器(111)上设置有振动电机(112),暂存器(111)底部和侧面设置有封堵盖(113),真空气力输送器(104)通过暂存器(111)与料桶(102)连接。
5.根据权利要求1所述的一种颗粒料3d打印机挤出系统,其特征在于:存料机构包括气料分离容腔(114)及储料器(115),气料分离容腔(114)进料端与供料软管(103)连接,出料端与储料器(115)连接,储料器(115)上设置有排气孔,储料器(115)上的出料端与螺杆挤出机(101)上的进料端连接。
6.根据权利要求5所述的一种颗粒料3d打印机挤出系统,其特征在于:气料分离容腔(114)顶部设置有排气滤料网(116)。
7.根据权利要求5所述的一种颗粒料3d打印机挤出系统,其特征在于:储料器(115)的出料端通过进料接头(117)与螺杆挤出机(101)连接。
8.根据权利要求7所述的一种颗粒料3d打印机挤出系统,其特征在于:螺杆挤出机(101)上还连接有冷却装置,冷却装置包括与进料接头(117)连接的水冷散热片(118),水冷散热片(118)通过水冷软管(119)连接有水冷散热器(120)。
9.根据权利要求1所述的一种颗粒料3d打印机挤出系统,其特征在于:储料器(115)上还设置有光电传感器(121),光电传感器(121)通过所述第一继电器(124)与气动电磁阀(123)连接,光电传感器(121)用于检测储料器(115)内的物料量。
技术总结
本技术公开了一种颗粒料3D打印机挤出系统,包括螺杆挤出机、上料机构、存料机构及加热机构,上料机构与存料机构连接,存料机构与螺杆挤出机连接,加热机构安装在螺杆挤出机上;上料机构包括料桶、供料软管、真空气力输送器、气动电磁阀、第一继电器及空气压缩机,供料软管的一端与料桶连接,另一端与存料机构连接;真空气力输送器设置在供料软管上,空气压缩机经过气动电磁阀与真空气力输送器连接,气动电磁阀经过第一继电器与光电传感器连接;本技术目的是解决现有技术中的颗粒料3D打印挤出机不能用相对简单的机构实现连续、高效输送颗粒原料的问题,以及螺杆挤出机各段温度不能精准控制而产生打印质量不稳定的问题。
技术研发人员:陈志敏,罗毅
受保护的技术使用者:成都智建创融科技有限公司
技术研发日:20230228
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!