一种无框车门内水切封端注塑模具的制作方法
本技术涉及汽车零部件模具,具体为一种无框车门内水切封端注塑模具。
背景技术:
1、汽车轻量化设计将是汽车设计的必然趋势,而实现汽车轻量化目标的手段就是以塑代钢。比如以前用金属制造的油箱和前、后保险杠等大型零件,现在都改用塑料制造。因塑料不但质量轻,而且安全性更好。
2、目前,一些无框车门内水切封端受限于其特殊的形状,且注塑时需要与半成品的胶条一起成型,研发自动脱模模具成本高,所以,大多采用手动脱模,但是手动脱模效率低下且对工作人员劳动强度也较高,脱模良品率也较低,已无法满足汽车制造行业的使用需求。
技术实现思路
1、本实用新型提供了一种无框车门内水切封端注塑模具,以解决背景技术中的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种无框车门内水切封端注塑模具,包括上模、下模以及设置于上模和下模之间的成品件,所述下模的顶部设置有脱模治具一和脱模治具二,所述脱模治具一包括固定安装于下模顶部的固定座、铰接于固定座的内部的脱模板、设置于脱模板一端的模腔主顶板以及活动设置于模腔顶板内部的模腔副顶板;
3、所述下模的顶部以及模腔主顶板一端的底部上共同开设有下模腔,所述上模的底部、模腔主顶板一端的顶部以及模腔副顶板的底部共同开设有上模腔,所述脱模治具二包括固定板以及铰接于固定板内部的成品压板。
4、进一步的,所述上模的内部开设有与上模腔和下模腔相连通的浇筑通道。
5、进一步的,所述上模的底部设置有分别压紧成品压板、模腔主顶板和模腔副顶板的压块。
6、进一步的,所述脱模板的内部活动设置有一端延伸至脱模板外部的拉手,所述拉手的另一端延伸至模腔主顶板的内部并与模腔副顶板传动连接。
7、进一步的,所述固定座的两侧均开设有定位孔,所述定位孔的内部开设有定位槽一以及位于定位槽一斜下方的定位槽二。
8、进一步的,所述脱模板上通过弹簧活动设置有定位轴,所述定位轴的两端分别穿入两个定位槽一的内部。
9、进一步的,所述成品件包括设置于上模腔和下模腔内部的注塑件以及套设于成品压板上且与注塑件二次成型的半成品胶条。
10、与现有技术相比,本实用新型提供了一种无框车门内水切封端注塑模具,具备以下有益效果:
11、该无框车门内水切封端注塑模具,通过设置脱模治具一和脱模治具二,通过模腔主顶板可以在成品件完成大部分脱模时,直接将成品件掀起,通过合理的结构排布和机械运动,采用半自动和半手动的出模动作结合,实现了复杂产品的脱模,既保证了产品注塑成型质量,同时也最大程度减轻了操作者的劳动强度,并且还保证了生产效率,在满足客户对产品的装车要求前提下,还提高了生产效率,降低了模具开发成本,符合经济效益。
技术特征:
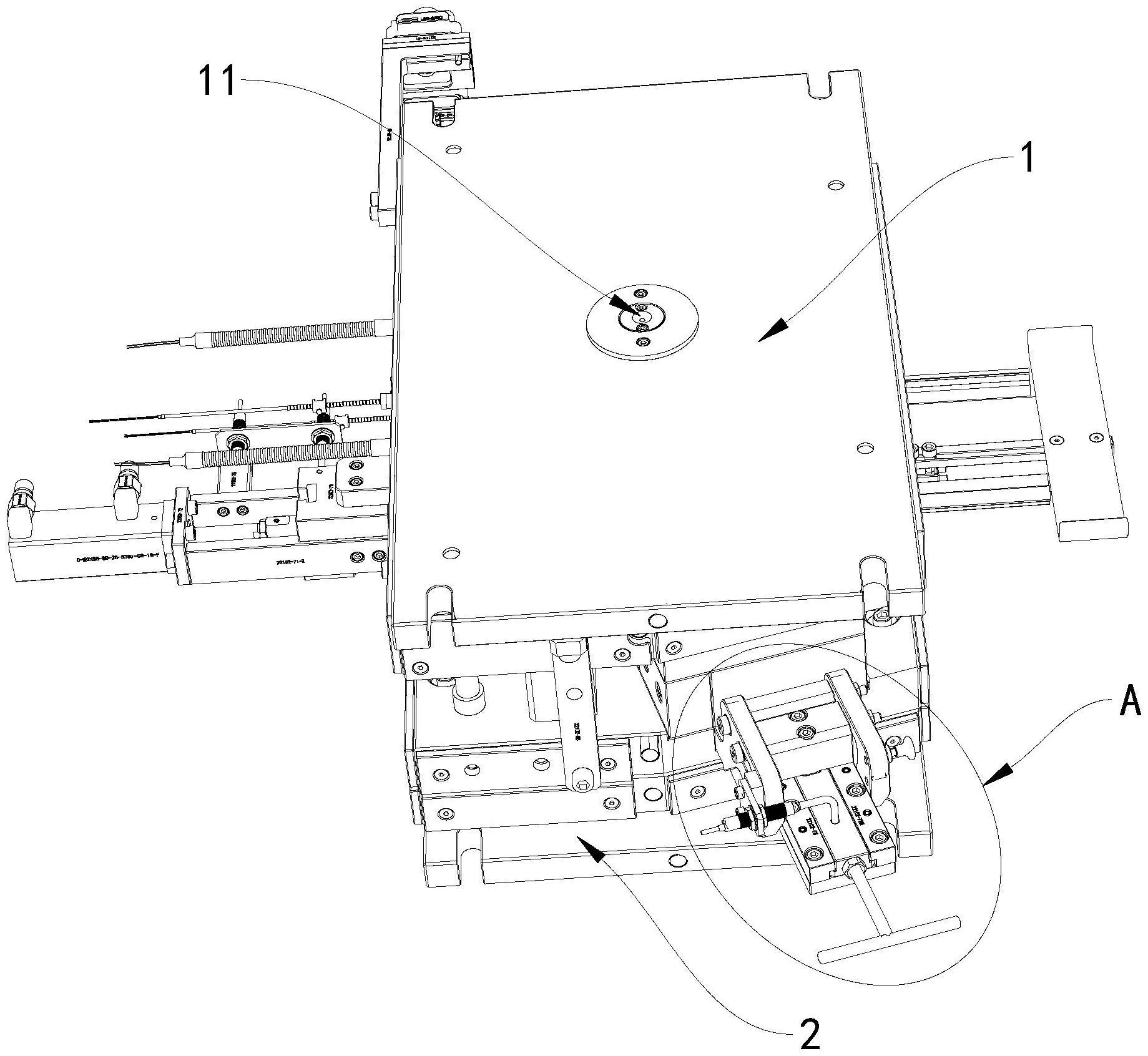
1.一种无框车门内水切封端注塑模具,包括上模(1)、下模(2)以及设置于上模(1)和下模(2)之间的成品件(3),其特征在于:所述下模(2)的顶部设置有脱模治具一(21)和脱模治具二(22),所述脱模治具一(21)包括固定安装于下模(2)顶部的固定座(211)、铰接于固定座(211)的内部的脱模板(212)、设置于脱模板(212)一端的模腔主顶板(213)以及活动设置于模腔顶板内部的模腔副顶板(214);
2.根据权利要求1所述的一种无框车门内水切封端注塑模具,其特征在于:所述上模(1)的内部开设有与上模腔和下模腔相连通的浇筑通道(11)。
3.根据权利要求1所述的一种无框车门内水切封端注塑模具,其特征在于:所述上模(1)的底部设置有分别压紧成品压板(222)、模腔主顶板(213)和模腔副顶板(214)的压块。
4.根据权利要求1所述的一种无框车门内水切封端注塑模具,其特征在于:所述脱模板(212)的内部活动设置有一端延伸至脱模板(212)外部的拉手(215),所述拉手(215)的另一端延伸至模腔主顶板(213)的内部并与模腔副顶板(214)传动连接。
5.根据权利要求1所述的一种无框车门内水切封端注塑模具,其特征在于:所述固定座(211)的两侧均开设有定位孔(216),所述定位孔(216)的内部开设有定位槽一(217)以及位于定位槽一(217)斜下方的定位槽二(218)。
6.根据权利要求1所述的一种无框车门内水切封端注塑模具,其特征在于:所述脱模板(212)上通过弹簧活动设置有定位轴(219),所述定位轴(219)的两端分别穿入两个定位槽一(217)的内部。
7.根据权利要求1所述的一种无框车门内水切封端注塑模具,其特征在于:所述成品件(3)包括设置于上模腔和下模腔内部的注塑件(31)以及套设于成品压板(222)上且与注塑件(31)二次成型的半成品胶条(32)。
技术总结
本技术公开了一种无框车门内水切封端注塑模具,涉及汽车零部件模具技术领域。包括上模、下模以及设置于上模和下模之间的成品件,下模的顶部设置有脱模治具一和脱模治具二,脱模治具一包括固定安装于下模顶部的固定座。通过设置脱模治具一和脱模治具二,通过模腔主顶板可以在成品件完成大部分脱模时,直接将成品件掀起,通过合理的结构排布和机械运动,采用半自动和半手动的出模动作结合,实现了复杂产品的脱模,既保证了产品注塑成型质量,同时也最大程度减轻了操作者的劳动强度,并且还保证了生产效率,在满足客户对产品的装车要求前提下,还提高了生产效率,降低了模具开发成本,符合经济效益。
技术研发人员:杨慧峰
受保护的技术使用者:宁海禾世塑胶有限公司
技术研发日:20230220
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!