汽车空调出风口叶片注塑模具的制作方法
本技术涉及注塑模具,具体为一种汽车空调出风口叶片注塑模具。
背景技术:
1、汽车空调出风口叶片因其形状及规格的不规则,因此其生产方式主要采用模具注塑生产,但是随着经济的不断发展以及汽车生产量的不断增加,对于汽车空调出风口叶片的需求量也是越来越大的,但是现有技术中对于汽车空调出风口叶片的生产效率难以达到需求。
2、申请号为cn2019218531408的一种汽车空调出风口叶片注塑模具,其在注塑的过程中需要待熔融态的塑料完全自然冷却成型后才可以脱模并进行下一侧的注塑成型作业。
技术实现思路
1、本实用新型的目的在于提供一种汽车空调出风口叶片注塑模具,以解决上述背景技术中提出的汽车空调出风口叶片生产效率低下的问题。
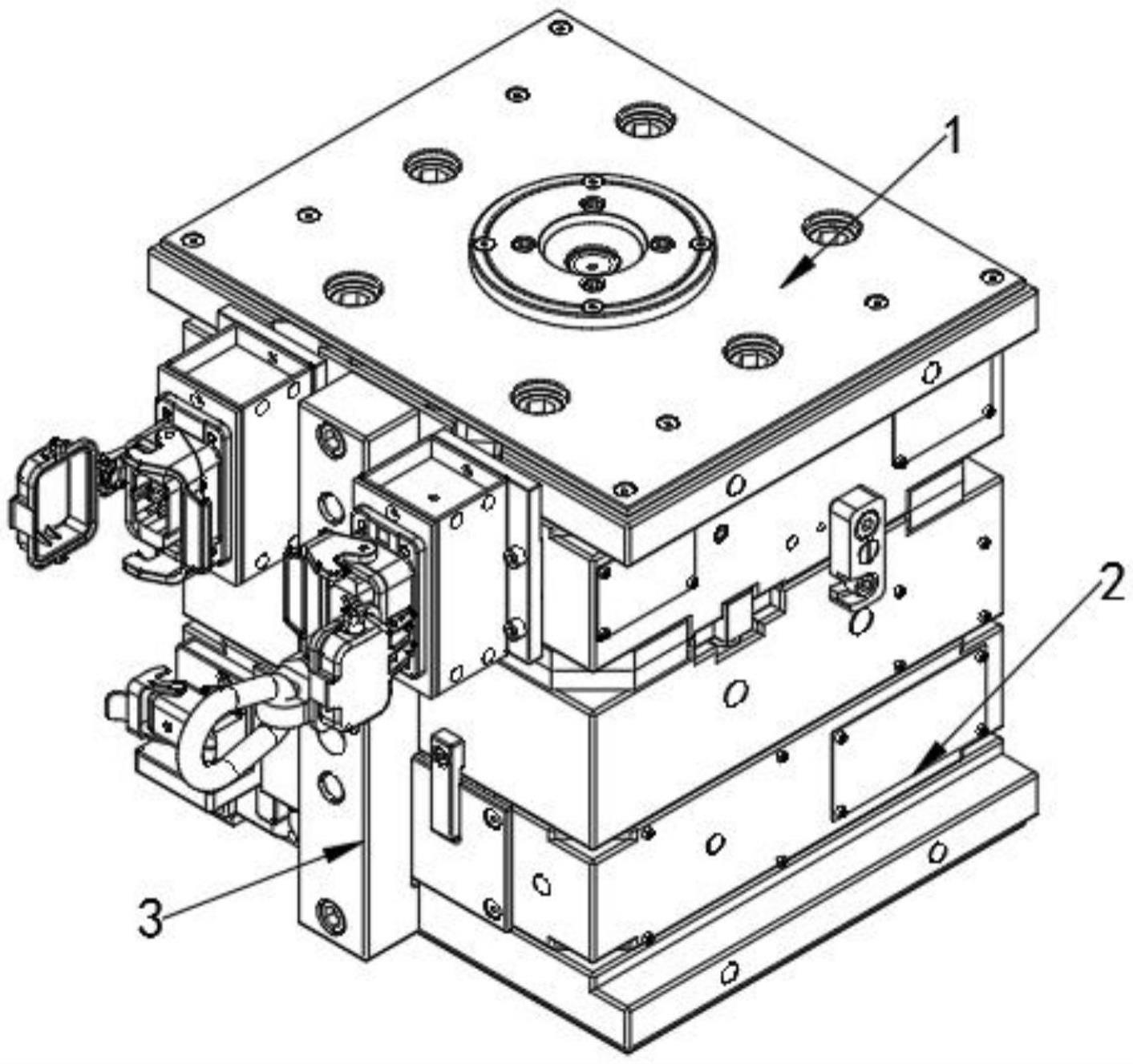
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车空调出风口叶片注塑模具,用于汽车空调出风口叶片a和叶片b的注塑生产使用;包括上部设置的注塑定模和下部设置的注塑动模;所述注塑定模包括上部的定模安装板和下部的定模安装块,所述定模安装板的顶面中心处设置有注塑进口并设置有连接法兰,所述定模安装板内竖直设置有贯穿的注塑流道并与所述注塑进口连通;所述定模安装块内竖直设置有上下贯通的注塑流道,所述定模安装块的底面中心处设置有内凹的矩形凹槽并使用螺栓安装有矩形的定模块,所述定模块内同样设置有注塑流道,所述定模块的下表面上设置有矩形排列设置的四个注塑成型凹槽,四个注塑成型凹槽对角的两个凹槽是相同的,分别用于叶片a和叶片b的注塑成型使用,四个注塑成型凹槽分别通过一个水平的分支流道与所述定模块内的注塑流道连通;所述注塑动模包括最底端的动模安装板,所述动模安装板的上侧面上在靠近左右两侧边的边沿处均设置有向上侧凸出的且相互平行的凸台,两凸台的顶面上共同设置有动模安装块,所述动模安装块的顶面中心处设置有内凹的矩形凹槽,在矩形凹槽内通过螺栓固定安装有动模块;所述动模块的顶面上矩形排列设置有四个注塑成型内凹的凹槽,四个凹槽均与所述定模块底面上的四个注塑凹槽一一对应设置,并且每个凹槽同样设置有与所述定模块上分支流道对应的分支流道。
3、进一步的,所述定模安装块内水平设置有定模伴温流道,所述定模伴温流道在所述定模安装块的左侧面设置有流道进出口,并可通入高温循环水;所述定模安装块左侧面的流道进出口的旁边还设置有一组流道进出口,并通过单独设置在所述定模安装块内的流道连通在所述定模块内水平设置的定模块伴温流道,并可通入高温循环水或低温循环水。
4、进一步的,所述定模安装块的前面设置有两个电加热插座,所述电加热插座在所述定模安装块内连接有电加热棒,所述电加热棒附着在所述定模安装块内竖直的注塑流道设置,同时所述电加热插座可以通过快接插拔的方式与外部电源连接。
5、进一步的,所述动模安装块内水平设置有动模伴温流道,所述动模伴温流道在所述动模安装块的左侧面设置有流道进出口,并可通入高温循环水或低温循环水,所述动模安装块左侧面的流道进出口的旁边还设置有一组流道进出口,并通过单独设置在所述动模安装块内的流道连通在所述动模块内水平设置的动模块伴温流道,并可通入高温循环水或低温循环水。
6、进一步的,所述定模安装块的左侧面设置有温度探头插口并安装温度探头,所述动模安装块的左侧面设置有温度探头插口并安装温度探头。
7、优选的,所述定模安装板和定模安装块的四个角处共同设置有导向套管,所述动模安装板、两个凸台、动模安装块的四个角处均设置有有一个导向轴杆,所述导向轴杆可插入到所述导向套管内。
8、进一步的,两凸台之间的下侧设置有动模块支撑板,所述动模安装板的中心处设置有通孔,所述动模块支撑板的底面上在所述通孔处设置有顶出块,所述动模块支撑板的上方设置有顶杆安装板,所述顶杆安装板上竖直设置有多个顶杆,所述顶杆的顶端可以穿过所述动模块并与其四个凹槽接触。
9、进一步的,所述注塑定模和注塑动模的前侧面上共同设置吊装连接杆,所述吊装连接杆上分别通过螺栓与所述定模安装板、定模安装块、动模安装板、动模安装块连接,在所述吊装连接杆的前侧中间处还设置有吊环。
10、优选的,所述注塑定模和注塑动模的右侧面上在其结合面处设置连接杆。
11、与现有技术相比,本实用新型的有益效果是:
12、本实用新型的应用于汽车空调出风口叶片的注塑生产作业,可以一次性注塑成型两个叶片a和叶片b,相对传统的每次一个的注塑生产效率有效地进行提升;同时伴温流道的内通入高温循环水的使用,可以保证在注塑的过程中对注塑介质,保持加温状态,保证注塑过程的顺利进行;伴温流道内通入的低温循环水可以对定模块和动模块进行快速降温,以缩短成型时间,进而大大的提升了生产效率。
13、此外,温度探头的设置,可以有效地监测模具的温度,因此可以保证在注塑的过程成,更加精准的控制成型时间,从而可以更加有效地提升的生产效率。
技术特征:
1.一种汽车空调出风口叶片注塑模具,用于汽车空调出风口叶片a和叶片b的注塑生产使用;其特征在于:包括上部设置的注塑定模(1)和下部设置的注塑动模(2);所述注塑定模(1)包括上部的定模安装板(11)和下部的定模安装块(12),所述定模安装板(11)的顶面中心处设置有注塑进口(111)并设置有连接法兰,所述定模安装板(11)内竖直设置有贯穿的注塑流道并与所述注塑进口(111)连通;所述定模安装块(12)内竖直设置有上下贯通的注塑流道,所述定模安装块(12)的底面中心处设置有内凹的矩形凹槽并使用螺栓安装有矩形的定模块(13),所述定模块(13)内同样设置有注塑流道,所述定模块(13)的下表面上设置有矩形排列设置的四个注塑成型凹槽,四个注塑成型凹槽对角的两个凹槽是相同的,分别用于叶片a和叶片b的注塑成型使用,四个注塑成型凹槽分别通过一个水平的分支流道与所述定模块(13)内的注塑流道连通;所述注塑动模(2)包括最底端的动模安装板(21),所述动模安装板(21)的上侧面上在靠近左右两侧边的边沿处均设置有向上侧凸出的且相互平行的凸台(22),两凸台(22)的顶面上共同设置有动模安装块(23),所述动模安装块(23)的顶面中心处设置有内凹的矩形凹槽,在矩形凹槽内通过螺栓固定安装有动模块(24);所述动模块(24)的顶面上矩形排列设置有四个注塑成型内凹的凹槽,四个凹槽均与所述定模块(13)底面上的四个注塑凹槽一一对应设置,并且每个凹槽同样设置有与所述定模块(13)上分支流道对应的分支流道。
2.根据权利要求1所述的汽车空调出风口叶片注塑模具,其特征在于:所述定模安装块(12)内水平设置有定模伴温流道(121),所述定模伴温流道(121)在所述定模安装块(12)的左侧面设置有流道进出口,并可通入高温循环水;所述定模安装块(12)左侧面的流道进出口的旁边还设置有一组流道进出口,并通过单独设置在所述定模安装块(12)内的流道连通在所述定模块(13)内水平设置的定模块伴温流道(131),并可通入高温循环水或低温循环水。
3.根据权利要求2所述的汽车空调出风口叶片注塑模具,其特征在于:所述定模安装块(12)的前面设置有两个电加热插座(122),所述电加热插座(122)在所述定模安装块(12)内连接有电加热棒(123),所述电加热棒(123)附着在所述定模安装块(12)内竖直的注塑流道设置,同时所述电加热插座(122)可以通过快接插拔的方式与外部电源连接。
4.根据权利要求3所述的汽车空调出风口叶片注塑模具,其特征在于:所述动模安装块(23)内水平设置有动模伴温流道(231),所述动模伴温流道(231)在所述动模安装块(23)的左侧面设置有流道进出口,并可通入高温循环水或低温循环水,所述动模安装块(23)左侧面的流道进出口的旁边还设置有一组流道进出口,并通过单独设置在所述动模安装块(23)内的流道连通在所述动模块(24)内水平设置的动模块伴温流道(241),并可通入高温循环水或低温循环水。
5.根据权利要求4所述的汽车空调出风口叶片注塑模具,其特征在于:所述定模安装块(12)的左侧面设置有温度探头插口(124)并安装温度探头,所述动模安装块(23)的左侧面设置有温度探头插口(124)并安装温度探头。
6.根据权利要求5所述的汽车空调出风口叶片注塑模具,其特征在于:所述定模安装板(11)和定模安装块(12)的四个角处共同设置有导向套管(112),所述动模安装板(21)、两个凸台(22)、动模安装块(23)的四个角处均设置有有一个导向轴杆(211),所述导向轴杆(211)可插入到所述导向套管(112)内。
7.根据权利要求6所述的汽车空调出风口叶片注塑模具,其特征在于:两凸台(22)之间的下侧设置有动模块支撑板(25),所述动模安装板(21)的中心处设置有通孔,所述动模块支撑板(25)的底面上在所述通孔处设置有顶出块(251),所述动模块支撑板(25)的上方设置有顶杆安装板(26),所述顶杆安装板(26)上竖直设置有多个顶杆(27),所述顶杆(27)的顶端可以穿过所述动模块(24)并与其四个凹槽接触。
8.根据权利要求1-7任意一项所述的汽车空调出风口叶片注塑模具,其特征在于:所述注塑定模(1)和注塑动模(2)的前侧面上共同设置吊装连接杆(3),所述吊装连接杆(3)上分别通过螺栓与所述定模安装板(11)、定模安装块(12)、动模安装板(21)、动模安装块(23)连接,在所述吊装连接杆(3)的前侧中间处还设置有吊环(31)。
9.根据权利要求8所述的汽车空调出风口叶片注塑模具,其特征在于:所述注塑定模(1)和注塑动模(2)的右侧面上在其结合面处设置连接杆。
技术总结
本技术公开了一种汽车空调出风口叶片注塑模具,涉及注塑模具技术领域,包括注塑定模和注塑动模;注塑定模包括定模安装板、定模安装块、定模块;注塑动模包括动模安装板、凸台、动模安装块、动模块、动模块支撑板、顶杆安装板、顶杆;本技术的应用于汽车空调出风口叶片的注塑生产作业,可以一次性注塑成型两个叶片A和叶片B,相对传统的每次一个的注塑生产效率有效地进行提升;同时伴温流道的内通入高温循环水的使用,可以保证在注塑的过程中对注塑介质,保持加温状态,保证注塑过程的顺利进行;伴温流道内通入的低温循环水可以对定模块和动模块进行快速降温,以缩短成型时间,进而大大的提升了生产效率。
技术研发人员:侯云宽,侯云国,陈凯
受保护的技术使用者:大连市锦泽精密模具有限公司
技术研发日:20230307
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!