一种方向盘装饰零件热熔模具的制作方法
本技术涉及热熔模具,尤其涉及一种方向盘装饰零件热熔模具。
背景技术:
1、汽车内饰件材料很多,有金属材质、塑料材质、棉材质、纤维材质等,对于塑料材质的通常称为汽车塑料内饰件,传统的汽车塑料内饰件是通过挤压热塑成型,一般产品进行组装时,需要多个异形产品之间进行贴合,其主要做法是通过热熔实现产品之间的贴合,在方向盘装饰零件的组装过程中,由于方向盘产品结构异形,会存在变形,多个产品在热熔过程中需要贴合好后才能确保每次产品热熔都能熔结到位,各组合的产品的面差,间隙才能符合图纸要求,稳定生产。
2、汽车方向盘内饰件需要如图4所示的零件100、零件200、零件300这三种之间的热熔配合组装而成,现有技术中,热熔冶具模具压紧方式通常采用上下压各组合产品,但因需要避开热熔发热头区域,压紧设定区域只能外移,从而易导致各产品贴合不够紧合,影响组合后面差或间隙尺寸,导致品质不良,鉴于此,如何保障多个产品零件的局部贴合紧合,是目前需要解决的问题。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种保障方向盘装饰零件之间贴合的方向盘装饰零件热熔模具。
2、本实用新型的技术方案为:一种方向盘装饰零件热熔模具,包括上模固定板、底模固定板、设置在所述上模固定板与所述底模固定板之间的导柱组件、压紧机构以及加热机构,所述底模固定板上设置有与零件适配的仿形底模组,所述压紧机构包括设置在所述仿形底模组左右两侧的左右压紧组件和设置在所述上模固定板上的上下压紧组件,所述左右压紧组件包括压紧气缸和设置在所述压紧气缸输出端上的摆式压紧块,所述加热机构设置在所述上模固定板上,所述加热机构包括设置在所述上模固定板上的发热电源接头和与所述发热电源接头电连接的热熔组件,所述热熔组件对应设置在所述零件结合处的上方。
3、由上述方案可知,所述仿形底模组用于放置需要热熔的产品零件,所述左右压紧组件用于对所述仿形底模上的零件在左右两侧进行压紧,所述上下压紧组件用于对所述仿形底模上的零件下压抵紧,所述加热机构通过加热用于所述焊头组对产品零件连接处的热熔连接,通常采用左右压紧组件和上下压紧组件对零件进行压紧,与加热机构错位设置,实现热熔时对产品连接处进行压紧,保障产品紧密贴合。
4、所述上下压紧组件还包括下压气缸和设置在所述下压气缸输出端的上下压紧块,所述下压气缸固定连接在所述上模固定板上,所述上下压紧块竖直向下设置。由此可见,所述下压气缸用于带动上下压紧块进行下压抵紧。
5、所述热熔组件包括第一发热单元和第二发热单元,第一发热单元和所述第二发热单元固定连接在所述上模固定板上,所述第一发热单元设置在所述上模固定板前侧,所述第二发热单元设置在所述上模固定板的左右两侧。由此可见,所述发热电源接头用于为所述发热组件供电,所述第一发热单元和第二发热单元用于不同两个零件连接处的热熔。
6、所述第一发热单元包括第一发热块和设置在所述第一发热块底部的两个第一焊头,所述第二发热单元包括第二发热块和设置在所述第二发热块底部的两个第二焊头。由此可见,所述第一焊头和第二焊头用于同时在零件连接处进行热熔连接。
7、所述导柱组件包括导套和与所述导套配合的导柱,所述导柱设置在所述上模固定板上,所述导套设置在所述底模固定板上,所述导柱设置在所述上模固定板四角处。由此可见,所述导柱组件通过导柱和导套之间的配合连接,用于实现上模固定板和所述底模固定板之间的支撑定位,起到导向作用。
8、所述仿形底模组包括至少三块仿形底模,所述仿形底模分别与所述发热组件上下对应设置,所述仿形底模组通过固定连接板固定连接在所述底模固定板上。由此可见,所述三块仿形底模用于零件需要热熔的三个方向。
9、所述摆式压紧块通过铰接块连接在所述压紧气缸上,所述摆式压紧块位于两个所述第二焊头之间,所述上下压紧组件位于所述第一发热单元的内侧,所述摆式压紧块呈斜面设置且端面与零件适配。由此可见,所述摆式压紧块通过所述压紧气缸对零件进行摆动时压紧,所述上下压紧组件在所述第一发热单元的内侧下压对零件进行抵紧。
10、所述上下压紧块呈斜面设置且端面与零件适配。由此可见,所述上下压紧块端面与零件适配便于更好压紧。
技术特征:
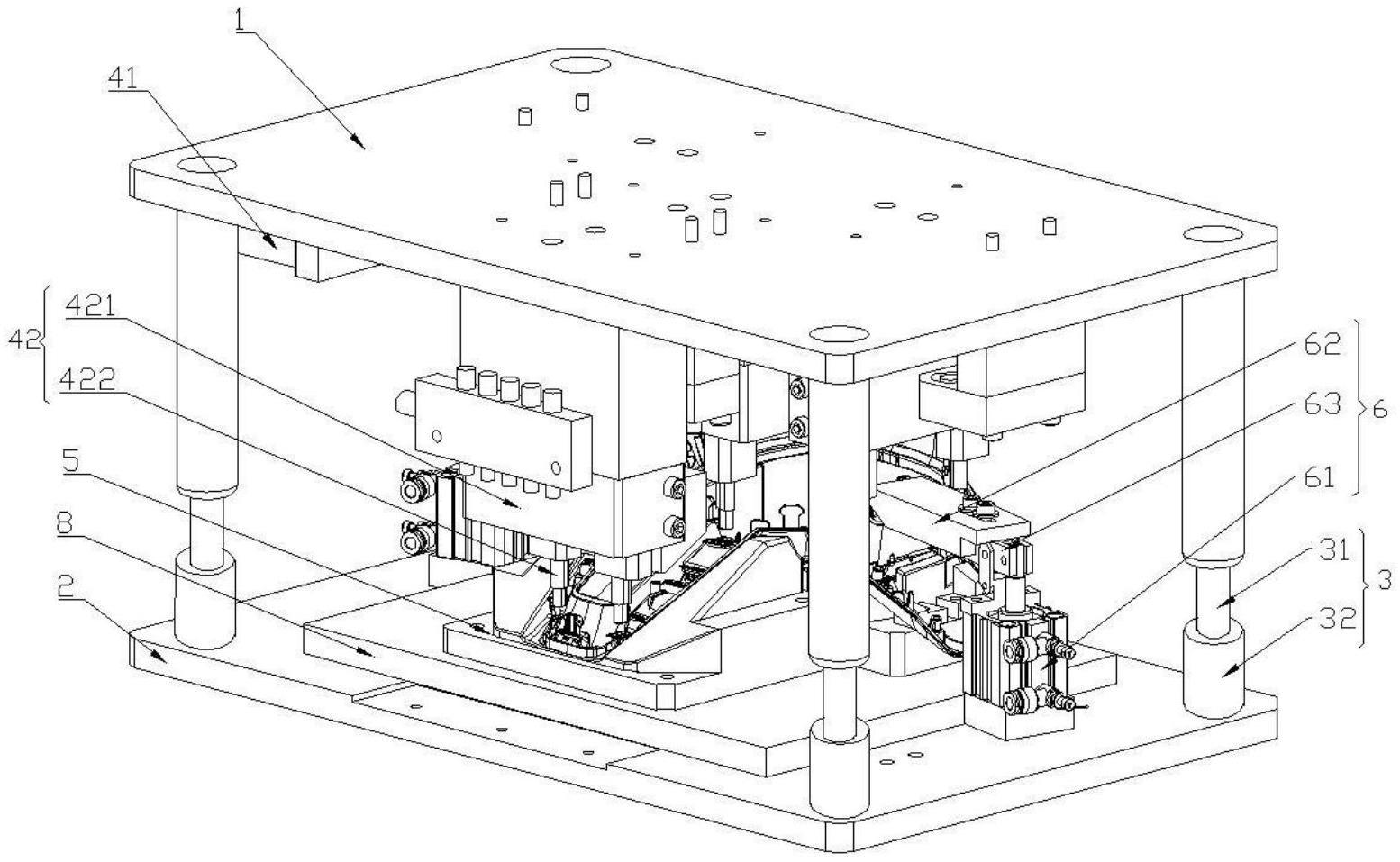
1.一种方向盘装饰零件热熔模具,其特征在于:包括上模固定板(1)、底模固定板(2)、设置在所述上模固定板(1)与所述底模固定板(2)之间的导柱组件(3)、压紧机构以及加热机构(4),所述底模固定板(2)上设置有与零件适配的仿形底模组(5),所述压紧机构包括设置在所述仿形底模组(5)左右两侧的左右压紧组件(6)和设置在所述上模固定板(1)上的上下压紧组件(7),所述左右压紧组件(6)包括压紧气缸(61)和设置在所述压紧气缸(61)输出端上的摆式压紧块(62),所述加热机构(4)设置在所述上模固定板(1)上,所述加热机构(4)包括设置在所述上模固定板(1)上的发热电源接头(41)和与所述发热电源接头(41)电连接的热熔组件,所述热熔组件对应设置在所述零件结合处的上方。
2.根据权利要求1所述的一种方向盘装饰零件热熔模具,其特征在于:所述上下压紧组件(7)还包括下压气缸(71)和设置在所述下压气缸(71)输出端的上下压紧块(72),所述下压气缸(71)固定连接在所述上模固定板(1)上,所述上下压紧块(72)竖直向下设置。
3.根据权利要求1所述的一种方向盘装饰零件热熔模具,其特征在于:所述热熔组件包括第一发热单元(42)和第二发热单元(43),第一发热单元(42)和所述第二发热单元(43)均固定连接在所述上模固定板(1)上,所述第一发热单元(42)设置在所述上模固定板(1)前侧,所述第二发热单元(43)设置在所述上模固定板(1)的左右两侧。
4.根据权利要求3所述的一种方向盘装饰零件热熔模具,其特征在于:所述第一发热单元(42)包括第一发热块(421)和设置在所述第一发热块(421)底部的两个第一焊头(422),所述第二发热单元(43)包括第二发热块(431)和设置在所述第二发热块(431)底部的两个第二焊头(432)。
5.根据权利要求1所述的一种方向盘装饰零件热熔模具,其特征在于:所述导柱组件(3)包括导套(31)和与所述导套(31)配合的导柱(32),所述导柱(32)设置在所述上模固定板(1)上,所述导套(31)设置在所述底模固定板(2)上,所述导柱(32)设置在所述上模固定板(1)四角处。
6.根据权利要求1所述的一种方向盘装饰零件热熔模具,其特征在于:所述仿形底模组(5)上设置有零件适配的凹槽,所述仿形底模组(5)通过固定连接板(8)固定连接在所述底模固定板(2)上。
7.根据权利要求4所述的一种方向盘装饰零件热熔模具,其特征在于:所述摆式压紧块(62)通过铰接块(63)连接在所述压紧气缸(61)上,所述摆式压紧块(62)位于两个所述第二焊头(432)之间,所述上下压紧组件(7)位于所述第一发热单元(42)的内侧,所述摆式压紧块(62)呈斜面设置且端面与零件适配。
8.根据权利要求2所述的一种方向盘装饰零件热熔模具,其特征在于:所述上下压紧块(72)呈斜面设置且端面与零件适配。
技术总结
技术为一种方向盘装饰零件热熔模具,包括上模固定板、底模固定板、设置在上模固定板与底模固定板之间的导柱组件、加热机构以及压紧机构,底模固定板上设置有与零件适配的仿形底模组,压紧组件包括设置在仿形底模组左右两侧的左右压紧组件和设置在上模固定板上的上下压紧组件,左右压紧组件包括压紧气缸和设置在压紧气缸输出端上的摆式压紧块,本技术通过压紧机构将多个产品零件的局部贴合紧合,通过加热机构对多个产品零件进行热熔连接,压紧机构和加热机构错位设置,从而实现汽车装饰零件的组装,本技术涉及热熔模具技术领域。
技术研发人员:颜会云,韩宇
受保护的技术使用者:珠海市春生五金工业有限公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!