一种内胆缠绕工装的制作方法
本技术涉及复合材料气瓶缠绕领域,尤其涉及一种内胆缠绕工装。
背景技术:
1、复合材料气瓶在生产过程中,需要在塑料内胆外侧缠绕碳纤维。现有技术通常在塑料内胆两端分别连接一个单独的连接杆,然而这种设置方式,在缠绕成型的过程中容易不同心,导致旋转缠绕时容易出现偏差,两端易产生扭力。
2、授权公告号为cn214726658u的中国实用新型专利公开了一种储氢气瓶的缠绕及固化工装,气瓶内胆与转接工装、紧固拉杆装配使用,作为整体发挥缠绕芯轴的功能,有效降低了气瓶内胆的变形挠度,保证了气瓶成型质量。然而发明人发现,使用单根紧固拉杆的方案在实际操作中,装配困难,长度越长的内胆中心越难对,而且这种方式对内胆、紧固拉杆和连接件的制造精度要求较高。
技术实现思路
1、针对现有技术存在的不足,本实用新型提供了提供一种内胆缠绕工装,能够在保证缠绕过程同心的同时,降低装配难度与制造精度要求。
2、为了实现上述目的,本实用新型采用如下技术方案:
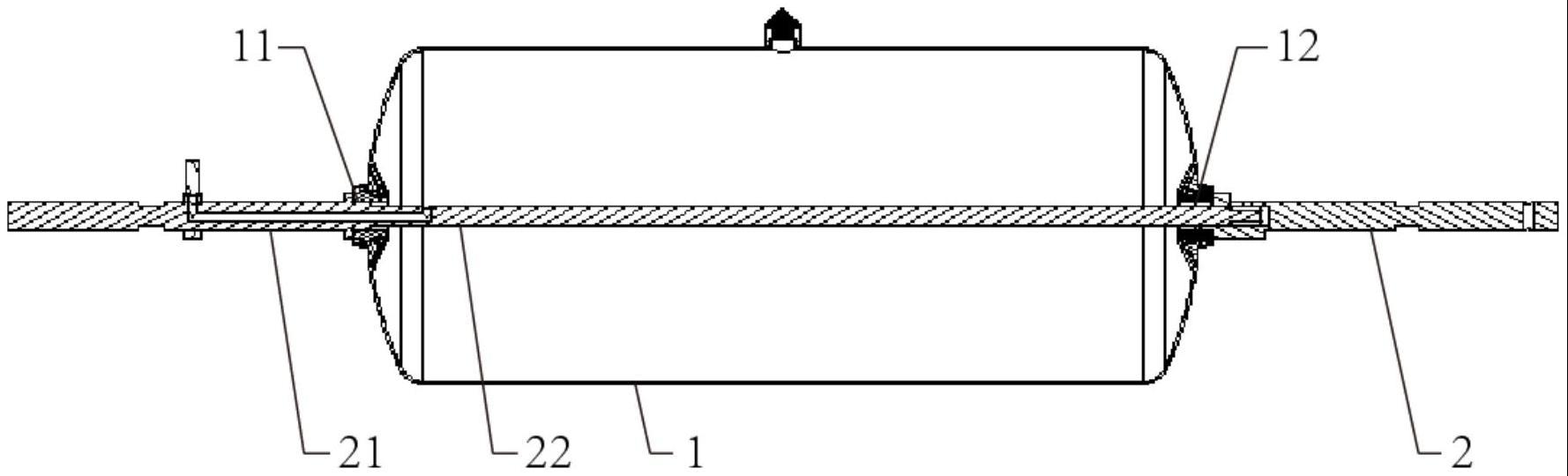
3、一种内胆缠绕工装,包括第一连接杆和第二连接杆,所述第一连接杆包括相互连接的连接段和插入段,插入段的直径小于连接段的直径,所述插入段通过内胆的第一开口穿入内胆,轴向穿过内胆,并从内胆的第二开口穿出内胆,所述连接段位于第一开口外侧,所述第二连接杆设置于内胆的第二开口外侧,与穿出第二开口的第一连接杆的插入段相连。
4、进一步的技术方案,所述第一开口处设置有第一管接头,所述第一管接头外壁上设置有第一外螺纹,第一开口的内壁上设置有第一内螺纹,第一外螺纹与第一内螺纹相配合;
5、所述第二开口处设置有第二管接头,所述第二管接头外壁上设置有第二外螺纹,第二开口的内壁上设置有第二内螺纹,第二外螺纹与第二内螺纹相配合。
6、进一步的技术方案,插入段与连接段相连位置的外壁上设置有第三外螺纹,所述第一管接头内壁上设置有第三内螺纹,第三外螺纹与第三内螺纹相配合。
7、进一步的技术方案,第二连接杆与第一连接杆相连位置的外壁上设置有第四外螺纹,所述第二管接头内壁上设置有第四内螺纹,第四外螺纹与第四内螺纹相配合。
8、进一步的技术方案,所述第二连接杆与第一连接杆插入段相连处设置有凹槽,凹槽的内径与插入段的直径相等。
9、进一步的技术方案,所述第一连接杆还包括延伸段,所述延伸段设置于所述插入段的端部,延伸段的直径小于插入段的直径。
10、进一步的技术方案,所述凹槽上设置有螺丝锁定口,用于通过螺丝将第一连接杆与第二连接杆固定。
11、进一步的技术方案,所述第一连接杆的连接段上还设置有旋转接头,所述旋转接头上依次连接有调压阀和单向阀,所述第一连接杆内部还设置有导气孔,用于将压缩空气依次经单向阀、调压阀、旋转接头、导气孔充入内胆内部。
12、进一步的技术方案,所述第一连接杆上还设置有第一限位块,用于装配后抵接在第一管接头外侧。
13、进一步的技术方案,所述第二连接杆上还设置有第二限位块,用于装配后抵接在第二管接头外侧。
14、本实用新型的有益效果如下:
15、(1)本实用新型通过相互配合的第一连接杆和第二连接杆,装配后两根连接杆为一体式结构,克服了在内胆两端分别连接独立连接杆而导致的不同心问题,解决了碳纤维在旋转缠绕时容易出现偏差的问题,保证了缠绕成型的稳定制备。并且采用两根连接杆配合的方式,能够在保证缠绕过程同心的同时,降低装配难度与制造精度要求。
16、(2)本实用新型在第一连接杆上安装了旋转接头,旋转接头可在缠绕时,保持调压阀和单向阀不动,从而做到缠绕时给内胆持续充气保压,保证了内胆内压的稳定性,避免了产品缠绕成型时因为张力的原因导致的内胆凹陷,使得纤维层和内胆保持较高的结合度,提高了产品的精度。
技术特征:
1.一种内胆缠绕工装,其特征在于,包括第一连接杆和第二连接杆,所述第一连接杆包括相互连接的连接段和插入段,插入段的直径小于连接段的直径,所述插入段通过内胆的第一开口穿入内胆,轴向穿过内胆,并从内胆的第二开口穿出内胆,所述连接段位于第一开口外侧,所述第二连接杆设置于内胆的第二开口外侧,与穿出第二开口的第一连接杆的插入段相连。
2.根据权利要求1所述的一种内胆缠绕工装,其特征在于,所述第一开口处设置有第一管接头,所述第一管接头外壁上设置有第一外螺纹,第一开口的内壁上设置有第一内螺纹,第一外螺纹与第一内螺纹相配合;
3.根据权利要求2所述的一种内胆缠绕工装,其特征在于,插入段与连接段相连位置的外壁上设置有第三外螺纹,所述第一管接头内壁上设置有第三内螺纹,第三外螺纹与第三内螺纹相配合。
4.根据权利要求2所述的一种内胆缠绕工装,其特征在于,第二连接杆与第一连接杆相连位置的外壁上设置有第四外螺纹,所述第二管接头内壁上设置有第四内螺纹,第四外螺纹与第四内螺纹相配合。
5.根据权利要求1所述的一种内胆缠绕工装,其特征在于,所述第二连接杆与第一连接杆插入段相连处设置有凹槽,凹槽的内径与插入段的直径相等。
6.根据权利要求5所述的一种内胆缠绕工装,其特征在于,所述第一连接杆还包括延伸段,所述延伸段设置于所述插入段的端部,延伸段的直径小于插入段的直径。
7.根据权利要求6所述的一种内胆缠绕工装,其特征在于,所述凹槽上设置有螺丝锁定口,用于通过螺丝将第一连接杆与第二连接杆固定。
8.根据权利要求1所述的一种内胆缠绕工装,其特征在于,所述第一连接杆的连接段上还设置有旋转接头,所述旋转接头上依次连接有调压阀和单向阀,所述第一连接杆内部还设置有导气孔,用于将压缩空气依次经单向阀、调压阀、旋转接头、导气孔充入内胆内部。
9.根据权利要求2所述的一种内胆缠绕工装,其特征在于,所述第一连接杆上还设置有第一限位块,用于装配后抵接在第一管接头外侧。
10.根据权利要求2所述的一种内胆缠绕工装,其特征在于,所述第二连接杆上还设置有第二限位块,用于装配后抵接在第二管接头外侧。
技术总结
本技术公开了一种内胆缠绕工装,包括第一连接杆和第二连接杆,所述第一连接杆包括相互连接的连接段和插入段,插入段的直径小于连接段的直径,所述插入段通过内胆的第一开口穿入内胆,轴向穿过内胆,并从内胆的第二开口穿出内胆,所述连接段位于第一开口外侧,所述第二连接杆设置于内胆的第二开口外侧,与穿出第二开口的第一连接杆的插入段相连。本技术通过相互配合的第一连接杆和第二连接杆,克服了在内胆两端分别连接独立连接杆而导致的不同心问题,解决了碳纤维在旋转缠绕时容易出现偏差的问题,保证了缠绕成型的稳定制备,并且采用两根连接杆配合的方式,能够在保证缠绕过程同心的同时,降低装配难度与制造精度要求。
技术研发人员:史磊,尹高冲,赵英男,侯帅昌,王坤,蔡茂,岳书静
受保护的技术使用者:中车成型科技(青岛)有限公司
技术研发日:20230313
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!