一种医疗线注塑成型脱模机构及注塑成型模具的制作方法
本技术涉及注塑成型,尤其涉及一种医疗线注塑成型脱模机构及注塑成型模具。
背景技术:
1、在医疗线材的插头在生产过程中,需要对医疗线材上的插头成型后进行产品脱模,脱模效果的好坏直接影响的成品线材的良率。
2、由于医疗线插头采用硬料或工程塑料制成,成型后产品结构比较硬,成型后发生粘模,员工用手拿住模条敲击台面实现脱模动作,而由于插头连接性较为牢固,导致敲击脱模困难,在大力脱模的情况下必然会导致产品变形,因此,现有的线材插头脱模出现了工作效率低、产品质量差、合格率低等问题。
技术实现思路
1、为解决上述技术问题,本实用新型实施例期望提供一种自动脱模、脱模容易的医疗线注塑成型脱模机构。
2、本实用新型的技术方案是这样实现的:
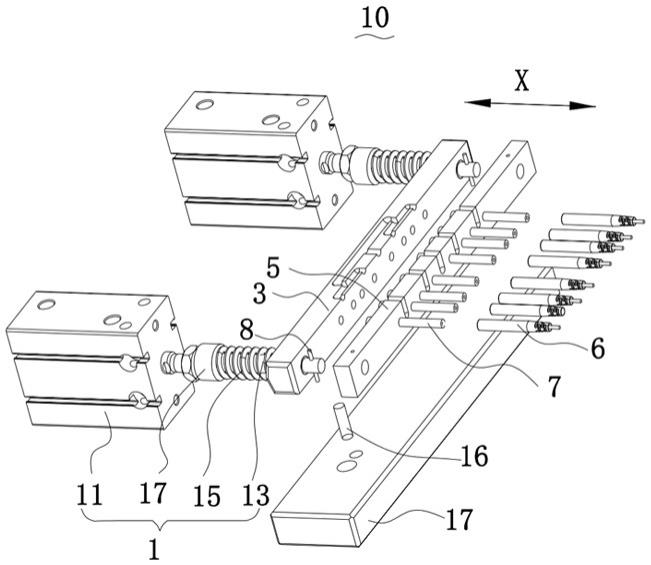
3、一种医疗线注塑成型脱模机构,包括推动组件、定模条、动模条、和用于定位待脱模产品的产品定位销,所述推动组件穿过所述定模条与所述动模条连接用于推动所述动模条沿第一方向运动,所述产品定位销沿所述第一方向穿过所述动模条固定在所述定模条上,所述动模条在所述推动组件的推动下可沿所述第一方向来回平移,待脱模产品沿所述第一方向套设在所述产品定位销上,所述推动组件推动所述动模条沿第一方向运动将待脱模产品脱离于所述产品定位销。
4、优选的,所述推动组件包括驱动器、推杆和套设在所述推杆上的弹力件,所述推杆的一端连接所述驱动器,另一端穿过所述定模条与所述动模条固定连接,所述弹力件的一端抵接在套设于所述推杆上的止挡件,另一端抵接在所述定模条上。
5、优选的,所述推杆的端部穿入所述动模条,销钉穿过所述动模条将所述推杆固定在所述动模条上。
6、优选的,所述驱动器为气缸、电动推杆或者油缸中的一种。
7、优选的,所述弹力件为弹簧。
8、优选的,所述定模条通过定位柱将其固定在支撑板上,所述定位柱竖直地插入所述支撑板,所述定模条的底部开设有装配孔,所述定位柱插入所述装配孔内将所述定模条固定。
9、优选的,所述产品定位销包括沿所述动模条的长度方向间隔分布的多个,各个所述产品定位销上均沿其轴线方向套设有待脱模产品。
10、优选的,所述动模条和所述定模条均呈方形的条状结构。
11、一种注塑成型模具,包括上述的医疗线注塑成型脱模机构,还包括上模、下模以及设于所述上模和下模之间且装配于一体的上模仁和下模仁,所述上模仁和所述下模仁相组配的两个表面分别向内凹陷形成了所述安装槽和模腔,所述定模条和所述动模条均安装于所述安装槽内,待成型产品注塑成型于所述模腔内,所述产品定位销远离所述动模条的一端位于所述模腔内。
12、本实用新型实施例提供的医疗线注塑成型脱模机构通过所述推动组件来推动所述动模条运动,进而通过动模条来把所述产品定位销上的待脱模产品顶出所述产品定位销,从而实现待脱模产品的自动脱模,脱模速度快,提高了脱模的效率,解决了现有成型后的待脱模产品通过人工敲打脱模而导致产品变形和工作效率低的问题。
技术特征:
1.一种医疗线注塑成型脱模机构,其特征在于,包括推动组件、定模条、动模条、和用于定位待脱模产品的产品定位销,所述推动组件穿过所述定模条与所述动模条连接用于推动所述动模条沿第一方向运动,所述产品定位销沿所述第一方向穿过所述动模条固定在所述定模条上,所述动模条在所述推动组件的推动下可沿所述第一方向来回平移,待脱模产品沿所述第一方向套设在所述产品定位销上,所述推动组件推动所述动模条沿第一方向运动将待脱模产品脱离于所述产品定位销。
2.根据权利要求1所述的医疗线注塑成型脱模机构,其特征在于,所述推动组件包括驱动器、推杆和轴向套设于所述推杆上的弹力件,所述推杆的一端连接所述驱动器,另一端穿过所述定模条与所述动模条固定连接,所述弹力件的一端抵接在套设于所述推杆上的止挡件,另一端抵接在所述定模条上。
3.根据权利要求2所述的医疗线注塑成型脱模机构,其特征在于,所述推杆的端部沿所述第一方向穿入所述动模条,销钉穿过所述动模条将所述推杆固定在所述动模条上。
4.根据权利要求2所述的医疗线注塑成型脱模机构,其特征在于,所述驱动器为气缸、电动推杆或者油缸中的一种。
5.根据权利要求2所述的医疗线注塑成型脱模机构,其特征在于,所述弹力件为弹簧。
6.根据权利要求1所述的医疗线注塑成型脱模机构,其特征在于,还包括定位柱和支撑板,通过所述定位柱将所述定模条固定在支撑板上,所述定位柱的一端竖直地插入所述支撑板,所述定模条的底部开设有装配孔,所述定位柱的另一端插入所述装配孔内将所述定模条固定。
7.根据权利要求1所述的医疗线注塑成型脱模机构,其特征在于,所述产品定位销设置有沿所述动模条的长度方向间隔分布的多个,各个所述产品定位销上均沿其轴线方向套设有待脱模产品。
8.根据权利要求1所述的医疗线注塑成型脱模机构,其特征在于,所述动模条和所述定模条均呈方形的条状结构。
9.一种注塑成型模具,包括如权利要求1-8中任意一项的医疗线注塑成型脱模机构,其特征在于,还包括上模、下模以及设于所述上模和下模之间且装配于一体的上模仁和下模仁,所述上模仁和所述下模仁相组配的两个表面分别向内凹陷形成了安装槽和模腔,所述定模条和所述动模条均安装于所述安装槽内,待成型产品注塑成型于所述模腔内,所述产品定位销远离所述动模条的一端位于所述模腔内。
技术总结
本技术公开了一种医疗线注塑成型脱模机构及注塑成型模具,该医疗线注塑成型脱模机构包括推动组件、定模条、动模条和产品定位销,推动组件穿过定模条与动模条连接用于推动动模条沿第一方向运动,产品定位销沿第一方向穿过动模条固定在定模条上,动模条在推动组件的推动下可沿第一方向来回平移,待脱模产品沿第一方向套设在产品定位销上,推动组件推动动模条脱离产品定位销。本技术公开的医疗线注塑成型脱模机构及注塑成型模具通过推动组件来推动动模条运动,动模条来把产品定位销上的待脱模产品顶出产品定位销,实现待脱模产品的自动脱模,解决了现有成型后的待脱模产品通过人工敲打脱模而导致产品变形和工作效率低的问题。
技术研发人员:周文林,阙隆梁,邓贵年
受保护的技术使用者:东莞美博电子有限公司
技术研发日:20230320
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!