锂电池注塑件辅料的移载装置、移载设备及注塑系统的制作方法
本技术涉及锂电池注塑件辅料的移载,具体地涉及一种锂电池注塑件辅料的移载装置、移载设备及注塑系统。
背景技术:
1、新能源汽车的锂电池包括锂电池组、配合锂电池组安装用的注塑件辅料等,具体地,锂电池的注塑件辅料包括电池封盖、正极下塑胶以及负极下塑胶等。
2、现有技术中,在锂电池注塑件辅料注塑完成后,先将成型的注塑件辅料移出成型腔,再将其边角料吹出腔体,以便进行下一次的注塑成型。但是该种方式会导致边角料在模具附近乱飞,不易清理;同时,飞溅的边角料容易进入注塑设备的缝隙中,影响注塑设备的运行。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的锂电池注塑件辅料的边角料处理不当影响注塑设备正常运行的问题,提供一种锂电池注塑件辅料的移载装置、移载设备及注塑系统,该锂电池注塑件辅料的移载装置、移载设备及注塑系统具有可靠处理锂电池注塑件辅料的边角料的功能。
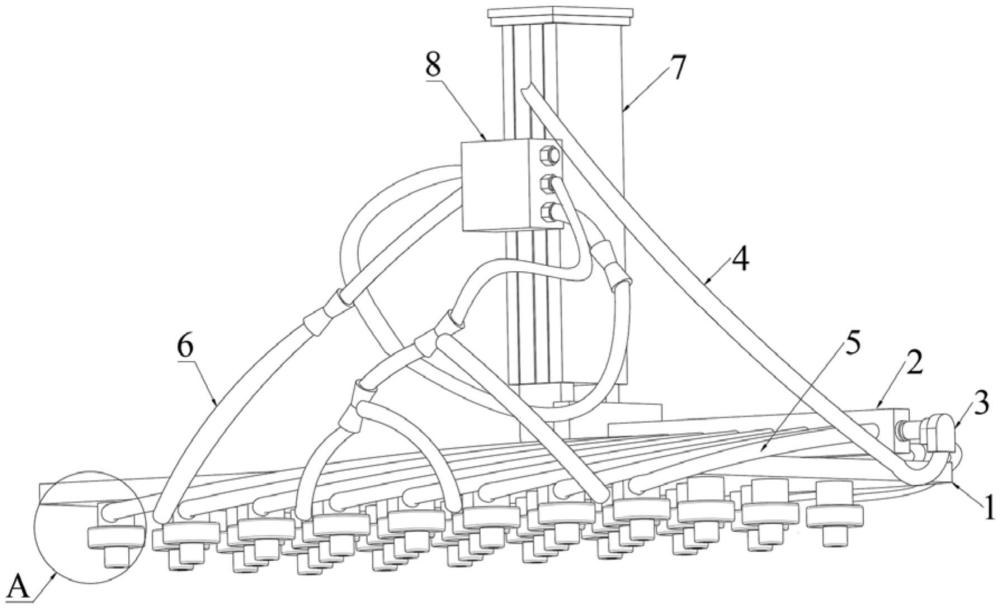
2、为了实现上述目的,本实用新型一方面提供一种锂电池注塑件辅料的移载装置,包括:
3、移载板;
4、多个第一管头,一端设置在所述移载板的底部;
5、第一吸气组件,与多个所述第一管头的侧壁连通,用于在多个所述第一管头与锂电池注塑件辅料接触时对所述第一管头内部进行吸气形成负压以固定所述锂电池注塑件辅料;
6、多个第二管头,一端设置在所述移载板的底部,且所述第二管头位于相邻的多个所述第一管头的中间;
7、第二吸气组件,与多个所述第二管头的侧壁连通,用于在多个所述第二管头与所述锂电池注塑件辅料的边角料接触时对所述第二管头内部进行吸气形成负压以固定所述边角料。
8、可选地,所述第一吸气组件包括:
9、多个第一气管,多个所述第一气管的一端分别与对应所述第一管头对应连通;
10、汇气组件,与多个所述第一气管的另一端连接,用于同时对多个所述第一气管进行吸气。
11、可选地,所述汇气组件包括:
12、汇气板,设置在所述移载板的顶部,所述汇气板的内部开设有气腔,所述汇气板的侧壁开设有多个与所述气腔连通的气孔,多个所述第一气管的另一端延伸至对应所述气孔内部;
13、汇气管,设置在所述汇气板的一端,所述汇气管的一端与所述气腔连通;
14、第二气管,一端与所述汇气管的另一端连接,另一端用于与第一吸气装置连接。
15、可选地,所述第二吸气组件包括:
16、多个第三气管,多个所述第三气管的一端分别与对应所述第二管头对应连通;
17、第二吸气装置,与多个所述第三气管的另一端连接。
18、可选地,所述第二吸气组件还包括吹气装置,所述吹气装置与多个所述第三气管的另一端连接。
19、可选地,所述移载装置还包括多个吸头,多个所述吸头分别套设在多个所述第一管头和/或多个所述第二管头的另一端。
20、可选地,所述吸头的材质包括橡胶。
21、另一方面,本实用新型还提供一种锂电池注塑件辅料的移载设备,包括:
22、如上任一所述的移载装置;
23、吊杆,一端与所述移载装置连接;
24、第一移动模组,所述第一移动模组的输出端与所述吊杆的另一端连接;
25、第二移动模组,所述第二移动模组的输出端与所述第一移动模组连接,所述第二移动模组设置在注塑机上。
26、再一方面,本实用新型还提供一种锂电池注塑件辅料的注塑系统,包括:
27、注塑机;
28、如上所述的移载设备,所述移载设备设置在所述注塑机上。
29、通过上述技术方案,本实用新型提供的锂电池注塑件辅料的移载装置通过将移载板靠近成型的注塑件辅料,多个第一管头与对应的注塑件辅料贴合,第一吸气组件启动,对第一管头的内部进行吸气,使得第一管头的内部形成负压以吸附固定对应的注塑件辅料;同时,多个第二管头与对应的边角料贴合,第二吸气组件启动,对第二管头的内部进行吸气,使得第二管头的内部形成负压以吸附固定对应的边角料,在对注塑件辅料及其边角料固定完成后,通过移动移载板将注塑件辅料及其边角料移出注塑模具,进而可实现对注塑件辅料及其边角料的分类统一处理,保障了注塑机运行的稳定性。
技术特征:
1.一种锂电池注塑件辅料的移载装置,其特征在于,包括:
2.根据权利要求1所述的移载装置,其特征在于,所述第一吸气组件包括:
3.根据权利要求2所述的移载装置,其特征在于,所述汇气组件包括:
4.根据权利要求1所述的移载装置,其特征在于,所述第二吸气组件包括:
5.根据权利要求4所述的移载装置,其特征在于,所述第二吸气组件还包括吹气装置,所述吹气装置与多个所述第三气管(6)的另一端连接。
6.根据权利要求1所述的移载装置,其特征在于,所述移载装置还包括多个吸头(9),多个所述吸头(9)分别套设在多个所述第一管头(10)和/或多个所述第二管头(11)的另一端。
7.根据权利要求6所述的移载装置,其特征在于,所述吸头(9)的材质包括橡胶。
8.一种锂电池注塑件辅料的移载设备,其特征在于,包括:
9.一种锂电池注塑件辅料的注塑系统,其特征在于,包括:
技术总结
本技术涉及锂电池注塑件辅料的移载技术领域,公开了一种锂电池注塑件辅料的移载装置、移载设备及注塑系统,所述移载装置包括移载板;多个第一管头,一端设置在所述移载板的底部;本技术通过将移载板靠近成型的注塑件辅料,多个第一管头与对应的注塑件辅料贴合,第一吸气组件启动,对第一管头的内部进行吸气,使得第一管头的内部形成负压以吸附固定对应的注塑件辅料,同理第二管头可以吸附边角料;在对注塑件辅料及其边角料固定完成后,通过移动移载板将注塑件辅料及其边角料移出注塑模具,进而可实现对注塑件辅料及其边角料的分类统一处理,保障了注塑机运行的稳定性。
技术研发人员:吴运海
受保护的技术使用者:安徽万朗磁塑股份有限公司
技术研发日:20230322
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!