一种钢衬四氟管件模压翻边用加长模具的制作方法
【】本技术涉及管件翻边的,特别是一种钢衬四氟管件模压翻边用加长模具的。
背景技术
0、
背景技术:
1、钢衬四氟管件的制作一般采用密封面一次制作成型的工艺,而四氟在经过烧结后会存在收缩,由于密封面的存在,导致内衬的四氟层产生收缩应力,在实际使用过程中出现拉伸,使四氟衬里的薄弱点产生开裂,会使用户产生不可估量的损失。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的就是解决现有技术中钢衬四氟管件经模压烧结后存在收缩应力的问题,提出一种钢衬四氟管件模压翻边用加长模具,能够使钢衬四氟管件在经过烧结后达到完全收缩在进行密封面成型,消除收缩应力,确保产品质量。
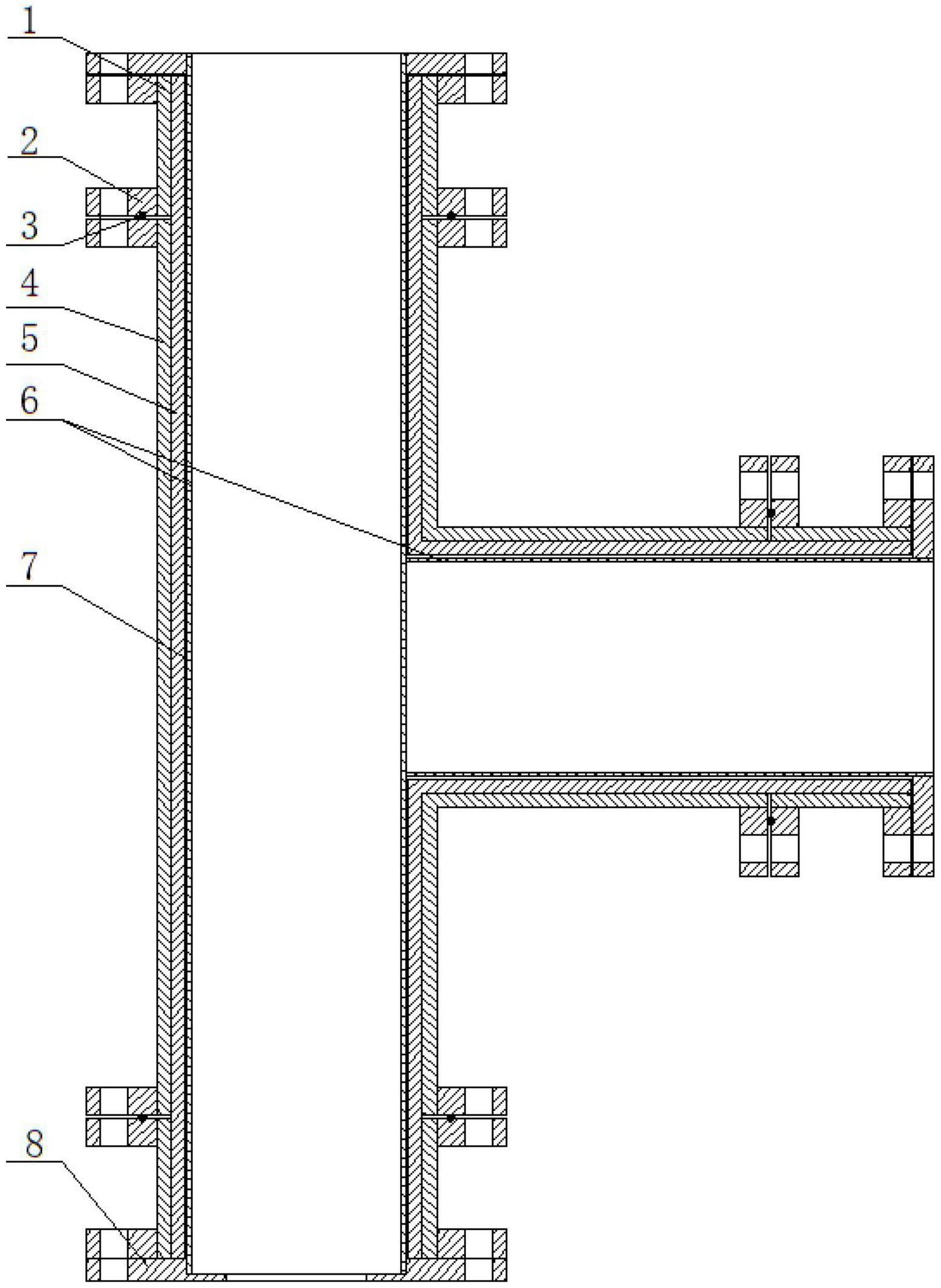
2、为实现上述目的,本实用新型提出了一种钢衬四氟管件模压翻边用加长模具,包括模具钢管、模具法兰、密封条、橡皮套、模芯和定位模,所述模具法兰的密封面上加工有密封槽,且密封槽上安装有密封条,模具钢管外周两端固连有模具法兰,模具钢管一端的模具法兰通过螺栓组件连接在产品钢件的法兰上,模具钢管另一端的模具法兰通过螺栓组件固定有定位模;所述橡皮套套在模芯的外壁上,且橡皮套安装在定位模的定位槽内。
3、作为优选,所述模具法兰与产品钢件上的法兰的规格相一致,模具钢管与产品钢件的规格相一致,模具钢管两端焊接有模具法兰。
4、作为优选,所述模具钢管的长度尺寸为100mm-120mm,模具钢管的尺寸需要能满足四氟烧结后收缩量及密封面翻边长度需要。
5、作为优选,所述模具法兰的密封面上加工有直径3mm、深度1.6mm的密封槽。
6、作为优选,所述橡皮套与产品钢件的间隙内填满四氟粉后,经等压釜打压后形成四氟衬里层。
7、作为优选,所述定位模中部设有定位槽,橡皮套固定于定位模的定位槽内。
8、本实用新型的有益效果:本实用新型的加长模具用螺栓连接到产品的法兰上,经四氟粉加料、模压、烧结等工序后,使其在长度方向得到充分收缩,冷却后拆除加长模具,在产品密封面上将预留的四氟衬里进行翻边,使产品的四氟衬里完全没有收缩应力。
9、本实用新型的特征及优点将通过实施例结合附图进行详细说明。
技术特征:
1.一种钢衬四氟管件模压翻边用加长模具,其特征在于:包括模具钢管(1)、模具法兰(2)、密封条(3)、橡皮套(6)、模芯(7)和定位模(8),所述模具法兰(2)的密封面上加工有密封槽,且密封槽上安装有密封条(3),模具钢管(1)外周两端固连有模具法兰(2),模具钢管(1)一端的模具法兰(2)通过螺栓组件连接在产品钢件(4)的法兰上,模具钢管(1)另一端的模具法兰(2)通过螺栓组件固定有定位模(8);所述橡皮套(6)套在模芯(7)的外壁上,且橡皮套(6)安装在定位模(8)的定位槽内。
2.如权利要求1所述的一种钢衬四氟管件模压翻边用加长模具,其特征在于:所述模具法兰(2)与产品钢件(4)上的法兰的规格相一致,模具钢管(1)与产品钢件(4)的规格相一致,模具钢管(1)两端焊接有模具法兰(2)。
3.如权利要求1所述的一种钢衬四氟管件模压翻边用加长模具,其特征在于:所述模具钢管(1)的长度尺寸为100mm-120mm。
4.如权利要求1所述的一种钢衬四氟管件模压翻边用加长模具,其特征在于:所述模具法兰(2)的密封面上加工有直径3mm、深度1.6mm的密封槽。
5.如权利要求1所述的一种钢衬四氟管件模压翻边用加长模具,其特征在于:所述橡皮套(6)与产品钢件(4)的间隙内填满四氟粉后,经等压釜打压后形成四氟衬里层(5)。
6.如权利要求1所述的一种钢衬四氟管件模压翻边用加长模具,其特征在于:所述定位模(8)中部设有定位槽,橡皮套(6)固定于定位模(8)的定位槽内。
技术总结
本技术公开了一种钢衬四氟管件模压翻边用加长模具,包括模具钢管、模具法兰、密封条、橡皮套、模芯和定位模,所述模具法兰的密封面上加工有密封槽,且密封槽上安装有密封条,模具钢管外周两端固连有模具法兰,模具钢管一端的模具法兰通过螺栓组件连接在产品钢件的法兰上,模具钢管另一端的模具法兰通过螺栓组件固定有定位模;所述橡皮套套在模芯的外壁上,且橡皮套安装在定位模的定位槽内;所述橡皮套与产品钢件的间隙内填满四氟粉后,经等压釜打压后形成四氟衬里层。本技术能够使钢衬四氟管件在经过烧结后达到完全收缩在进行密封面成型,消除收缩应力,确保产品质量。
技术研发人员:郭虎,姚银可,袁祖权
受保护的技术使用者:浙江菲达通球环保管业有限公司
技术研发日:20230328
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!