塑壳盲堵辅助压平器的制作方法
本技术涉及线束塑壳领域,具体涉及塑壳盲堵辅助压平器。
背景技术:
1、位于轿车内湿区的线束上,需要装配具有防水性能的塑壳,针对塑壳上无回路的孔位,在线束制作时,需要将空的孔位用盲堵堵上,以确保防水性能。针对那些整体尺寸小,孔位多的塑壳,在装配时,操作员工盲堵按压次数过多,效率很低,容易错装或漏装,需待最后检测时才能发现而再去返工,增加成本。
技术实现思路
1、针对现有技术存在的问题,本实用新型提供塑壳盲堵辅助压平器,以解决上述至少一种技术问题。
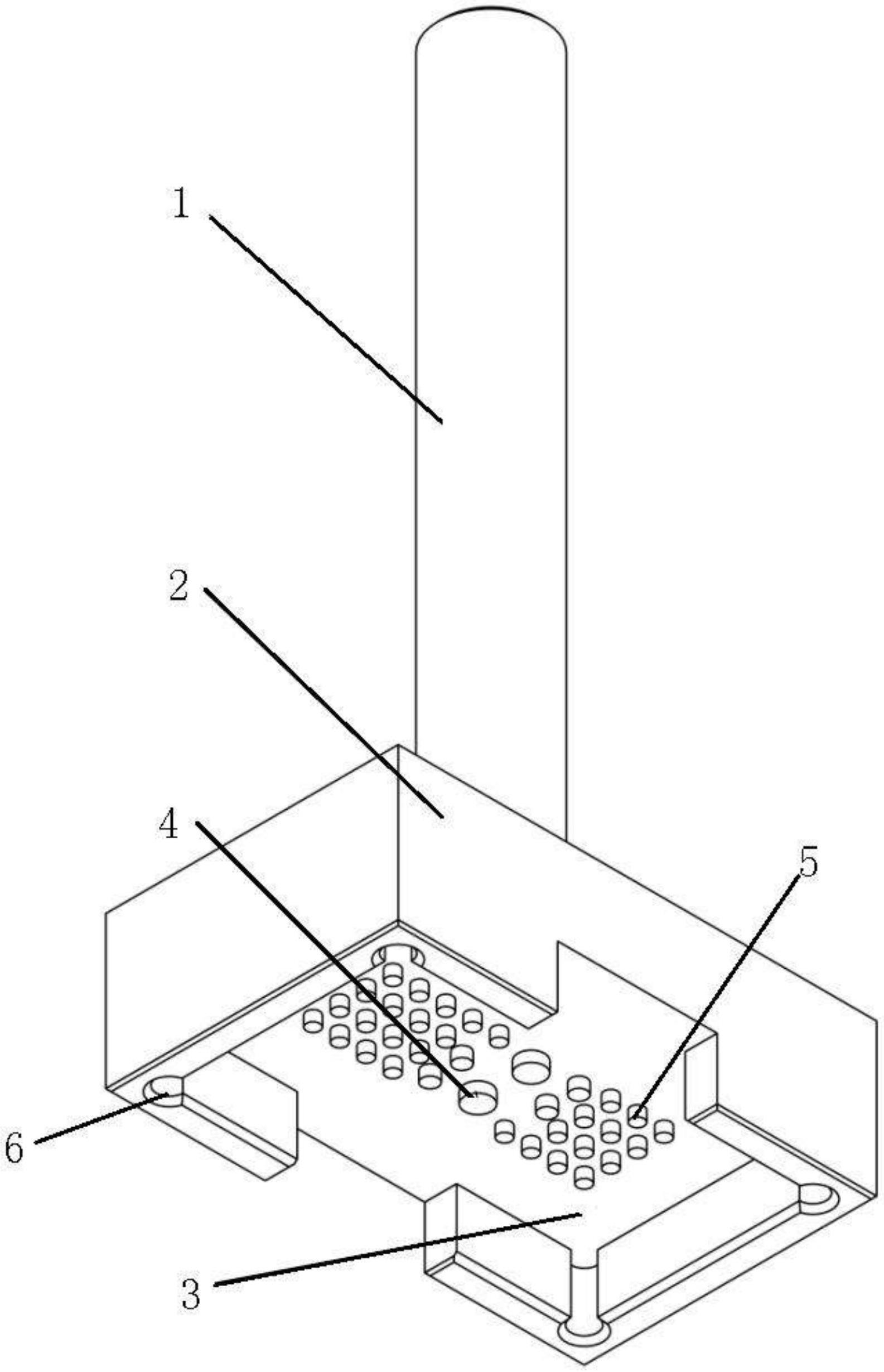
2、本实用新型的技术方案是:塑壳盲堵辅助压平器,包括安装在多孔结构塑壳上的辅助治具,其特征在于,所述辅助治具包括一手柄,所述手柄连接一定位卡槽,所述定位卡槽的上表面与所述手柄固定,所述定位卡槽的下表面开设有一型腔,所述型腔的中央设有两个定位凸起,所述定位凸起的两侧分别设有多个矩阵式排布的柱状突起,所述柱状突起的数量与多孔结构塑壳上的孔位数量相对应;
3、所述型腔是一长方体结构的型腔,且所述型腔的四个角部分别设有弧形的凹槽,所述凹槽的开设方向与所述型腔的深度方向一致,且所述凹槽的开口朝向所述型腔的内部,所述型腔的前后两侧分别设有一矩形的缺口,所述缺口的深度与所述型腔的深度一致。
4、本实用新型通过减少盲堵按压次数,避免了多孔塑壳盲堵按压多次的工时和人员损耗,提高操作效率,节约成本。本实用新型降低了员工劳动强度,提升了工作效率,能够节省按压时间,增加工作效率,满足现代生产的高效要求,大大降低了生产的人力投入。有使用寿命长,易于制造,安全性高等优点。本实用新型通过增加了凹槽可以在挤压过程中排出多余的气体,防止内部压力过大影响治具的取出,增加缺口有利于观察治具的挤压情况。
5、进一步优选,所述型腔内开设有多个安装孔,所述柱状突起固定在所述安装孔上,所述柱状突起的下端部设有外螺纹,所述安装孔内设有与外螺纹相匹配的内螺纹。
6、本实用新型通过螺纹拧接的柱状突起从而可以增加适用范围,根据塑壳孔位的数量的位置调整柱状突起的安装数量和位置,节约了辅助治具的成本。
7、进一步优选,所述型腔的开口边缘呈斜面。
8、从而能够便于塑壳的插入。
9、进一步优选,所述定位凸起通过螺纹结构固定在所述型腔的中央,且两个定位凸起排布在同一竖直线上,且与所述缺口的排布位置处于同一直线。
10、本实用新型通过增加了定位凸起从而可以方便塑壳的整体定位。
11、进一步优选,所述定位凸起的外径大于所述柱状突起的外径。防止了定位凸起与孔位误触。
12、进一步优选,所述型腔的深度大于所述定位卡槽的深度的二分之一,且所述型腔的深度小于所述定位卡槽的深度的三分之二。
13、本实用新型优化了型腔的深度从而确保了与塑壳之间的接触深度。
14、进一步优选,所述手柄固定在所述定位卡槽的中央,所述手柄的末端设有手持部,所述手持部呈弧形,且所述手持部表面附着有硅胶层。从而使治具在使用时保持稳定,手持部贴合人体工学方便拿取不易滑落。
技术特征:
1.塑壳盲堵辅助压平器,包括安装在多孔结构塑壳上的辅助治具,其特征在于,所述辅助治具包括一手柄,所述手柄连接一定位卡槽,所述定位卡槽的上表面与所述手柄固定,所述定位卡槽的下表面开设有一型腔,所述型腔的中央设有两个定位凸起,所述定位凸起的两侧分别设有多个矩阵式排布的柱状突起,所述柱状突起的数量与多孔结构塑壳上的孔位数量相对应;
2.根据权利要求1所述的塑壳盲堵辅助压平器,其特征在于,所述型腔内开设有多个安装孔,所述柱状突起固定在所述安装孔上,所述柱状突起的下端部设有外螺纹,所述安装孔内设有与外螺纹相匹配的内螺纹。
3.根据权利要求1所述的塑壳盲堵辅助压平器,其特征在于,所述型腔的开口边缘呈斜面。
4.根据权利要求1所述的塑壳盲堵辅助压平器,其特征在于,所述定位凸起通过螺纹结构固定在所述型腔的中央,且两个定位凸起排布在同一竖直线上,且与所述缺口的排布位置处于同一直线。
5.根据权利要求4所述的塑壳盲堵辅助压平器,其特征在于,所述定位凸起的外径大于所述柱状突起的外径。
6.根据权利要求1所述的塑壳盲堵辅助压平器,其特征在于,所述型腔的深度大于所述定位卡槽的深度的二分之一,且所述型腔的深度小于所述定位卡槽的深度的三分之二。
7.根据权利要求1所述的塑壳盲堵辅助压平器,其特征在于,所述手柄固定在所述定位卡槽的中央,所述手柄的末端设有手持部,所述手持部呈弧形,且所述手持部表面附着有硅胶层。
技术总结
本技术提供塑壳盲堵辅助压平器,包括安装在多孔结构塑壳上的辅助治具,辅助治具包括一手柄,手柄连接一定位卡槽,定位卡槽的上表面与手柄固定,定位卡槽的下表面开设有一型腔,型腔的中央设有两个定位凸起,定位凸起的两侧分别设有多个矩阵式排布的柱状突起,柱状突起的数量与多孔结构塑壳上的孔位数量相对应;型腔是一长方体结构的型腔,且型腔的四个角部分别设有弧形的凹槽,凹槽的开设方向与型腔的深度方向一致,且凹槽的开口朝向型腔的内部,型腔的前后两侧分别设有一矩形的缺口,缺口的深度与型腔的深度一致。本技术通过减少盲堵按压次数,避免了多孔塑壳盲堵按压多次的工时和人员损耗,提高操作效率,节约成本。
技术研发人员:邓超
受保护的技术使用者:金亭汽车线束(武汉)有限公司
技术研发日:20230328
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!