橡胶自动翻转成型机的制作方法
本技术涉及橡胶鞋底成型设备,更具体地说,它涉及一种橡胶自动翻转成型机。
背景技术:
1、双色鞋底包括呈现不同颜色的上鞋底和下鞋底,生产时需要通过成型设备将上鞋底和下鞋底压铸而成。现有的成型设备,包括上模座、中间模座和下模座,在制作时,需要先将鞋垫的原材料分别放置在中间模座和下模座上,接着由下模座推着中间模座朝向上模座方向运动,使三者进行压合,上模座和下模座均设有加热的结构,对原材料进行加热压铸成型,分别形成上鞋底和下鞋底。随后中间模座运动出上模座和下模座之间,由上模座和下模座相互加热压合,将上鞋底和下鞋底压铸成型。由于中间模座未设置加热的结构,原材料在压合成型后,极易粘合在中间模座上,操作人员需要将粘合在中间模座上鞋底取下后,中间模座才能驶离上模座和下模座之间,导致工作效率低,且浪费人工劳力的问题。同时原材料在压铸成型的过程中,需要加热后才能压铸成型,由于中间模座未设置加热的结构,特别是在气温低的环境下工作时,增加了上模座和下模座的加热时间,导致整体设备的工作效率低,增加了生产成本。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种能对中间模板进行加热,避免鞋底粘合,提升鞋底成型效率的橡胶自动翻转成型机。
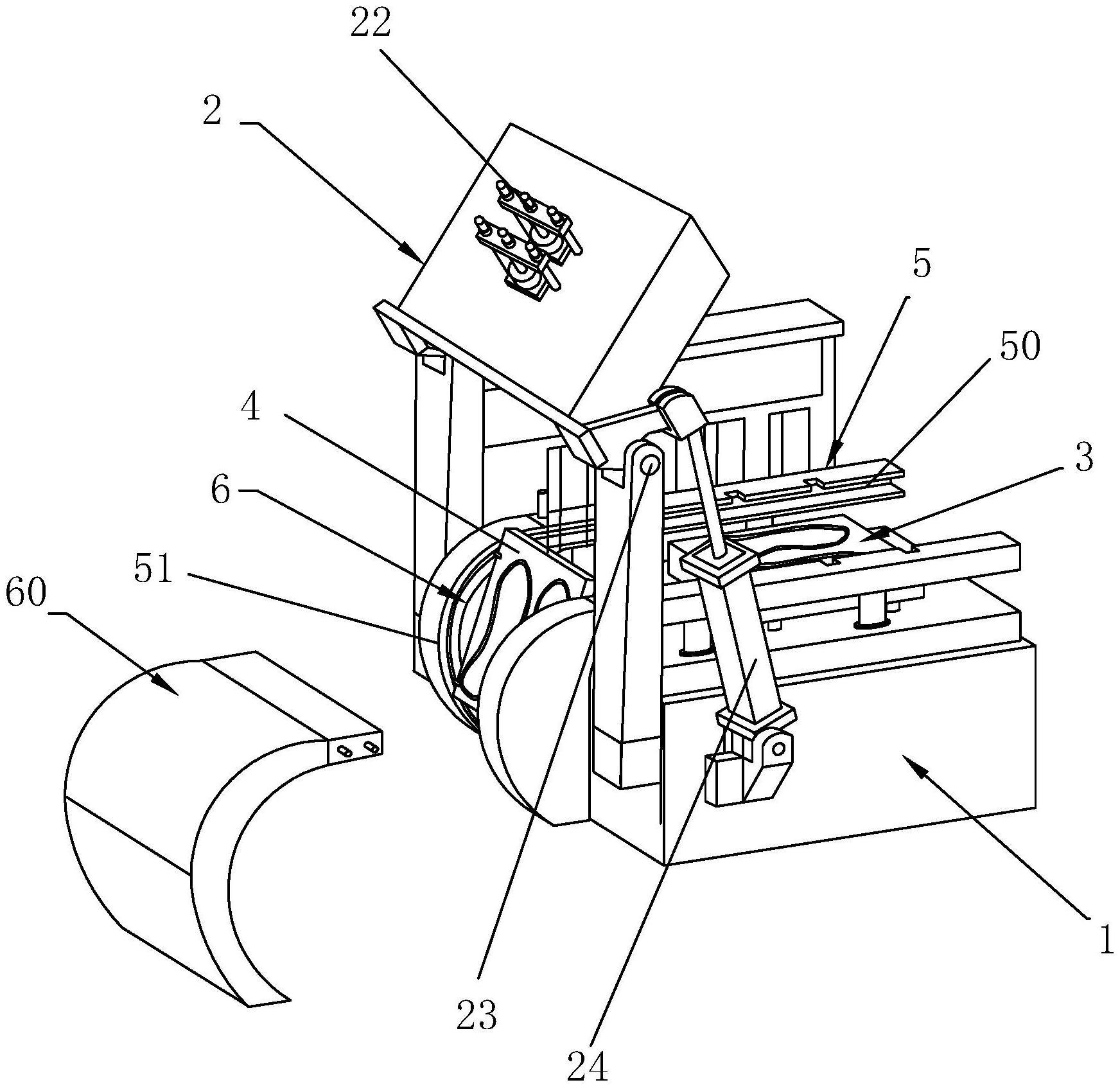
2、为实现上述目的,本实用新型提供了如下技术方案:一种橡胶自动翻转成型机,包括基座、位于基座上可升降的下模座、位于下模座上方可翻转的上模座,以及位于上模座和下模座之间可位移的中间模座,所述下模座的两侧设有轨道组件,所述轨道组件由下模座的前端面延伸至其后端面,所述轨道组件的尾端设有加热待位区,所述中间模座的两侧与轨道组件配合,可运动至加热待位区内,所述上模座包括模芯、与模芯连接的导杆、以及驱动导杆上下运动的液压驱动装置。
3、本实用新型进一步设置为:所述轨道组件包括直线型轨道和弧形轨道,所述弧形轨道位于加热待位区内,所述加热待位区上设有可拆的弧形盖板,所述弧形盖板内设有电热丝加热管。
4、本实用新型进一步设置为:所述直线型轨道内设有链条,所述链条延伸至弧形轨道内,所述弧形轨道内还设有与链条适配的链轮、驱使链轮运动的传动轴,所述传动轴设置在两条弧形轨道之间。
5、本实用新型进一步设置为:所述中间模座的两侧设有连块,所述连块搭扣在链条上配合,由链条前后运动带动中间模座前后运动。
6、本实用新型进一步设置为:所述上模座的一端通过转轴配合在基座上,所述基座上还设有驱动上模座翻转的顶起气缸。
7、通过采用上述技术方案,当中间模座运动至待位区内时,可由电热丝加热管对其进行加热,使其保持有热度的状态,避免成型后的鞋垫粘合在中间模座上,减少生产时的工序,使中间模座能迅速脱离工位,进行下道工序,同时还利于提升对原材料压铸成型时的升温速度,使鞋底成型的效率高,提高产能。
技术特征:
1.一种橡胶自动翻转成型机,包括基座、位于基座上可升降的下模座、位于下模座上方可翻转的上模座,以及位于上模座和下模座之间可位移的中间模座,其特征在于:所述下模座的两侧设有轨道组件,所述轨道组件由下模座的前端面延伸至其后端面,所述轨道组件的尾端设有加热待位区,所述中间模座的两侧与轨道组件配合,可运动至加热待位区内,所述上模座包括模芯、与模芯连接的导杆、以及驱动导杆上下运动的液压驱动装置。
2.根据权利要求1所述的一种橡胶自动翻转成型机,其特征在于:所述轨道组件包括直线型轨道和弧形轨道,所述弧形轨道位于加热待位区内,所述加热待位区上设有可拆的弧形盖板,所述弧形盖板内设有电热丝加热管。
3.根据权利要求2所述的一种橡胶自动翻转成型机,其特征在于:所述直线型轨道内设有链条,所述链条延伸至弧形轨道内,所述弧形轨道内还设有与链条适配的链轮、驱使链轮运动的传动轴,所述传动轴设置在两条弧形轨道之间。
4.根据权利要求1所述的一种橡胶自动翻转成型机,其特征在于:所述中间模座的两侧设有连块,所述连块搭扣在链条上配合,由链条前后运动带动中间模座前后运动。
5.根据权利要求1所述的一种橡胶自动翻转成型机,其特征在于:所述上模座的一端通过转轴配合在基座上,所述基座上还设有驱动上模座翻转的顶起气缸。
技术总结
本技术公开了一种橡胶自动翻转成型机,包括基座、位于基座上可升降的下模座、位于下模座上方可翻转的上模座,以及位于上模座和下模座之间可位移的中间模座,所述下模座的两侧设有轨道组件,所述轨道组件由下模座的前端面延伸至其后端面,所述轨道组件的尾端设有加热待位区,所述中间模座的两侧与轨道组件配合,可运动至加热待位区内,所述上模座包括模芯、与模芯连接的导杆、以及驱动导杆上下运动的液压驱动装置。本技术具有对中间模座加热的功能,避免鞋底粘合在中间模座上,减少工作流程,同时利于提升鞋底的成型效率,提高产能,降低生产成本。
技术研发人员:郑锡华
受保护的技术使用者:温州华都机械设备有限公司
技术研发日:20230331
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!