复合材料板簧和金属卷耳的整体成型模具的制作方法
本技术涉及板簧制备成型,具体涉及一种复合材料板簧和金属卷耳的整体成型模具。
背景技术:
1、目前常用的汽车板簧多采用金属结构。随着结构轻量化设计的需求,传统金属钢、铝合金等结构已难满足减重的要求。纤维复合材料由于具有高的比强度、比刚度等力学特性,以及可设计性、轻量化特点,在轨道交通、航空航天等领域应用越来越广泛。
2、相比传统金属材料,复合材料能够提高结构的阻尼性,同时又具有减重效果。纤维复合材料在纤维方向的比刚、强度、阻尼性优于金属材料。
3、复合材料板簧卷耳类型主要有三种,粘结式,粘结包裹式和开口式。粘结式为卷耳的延长纤维与板簧后粘结一起;粘结包裹式是在粘结式的基础上外层包裹复合材料,但内侧的纤维并不连续;开口式则是在卷耳的末端与板簧分离。
4、上述几种形式纤维均有不连续的现象,目前采用比较多的是金属卷耳和复合材料板簧连接,有金属卷耳开口末端导角,降低局部挤压板簧应力;有复合材料板簧端部制备成台阶式,将应力集中位置则转移至开孔处连接处;还有将金属卷耳制备成分体式加持板簧,但各种形式均存在应力集中和开口破坏损伤的现象。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中的复合材料板簧产生应力集中和开口破坏的问题,从而提供一种复合材料板簧和金属卷耳的整体成型模具。
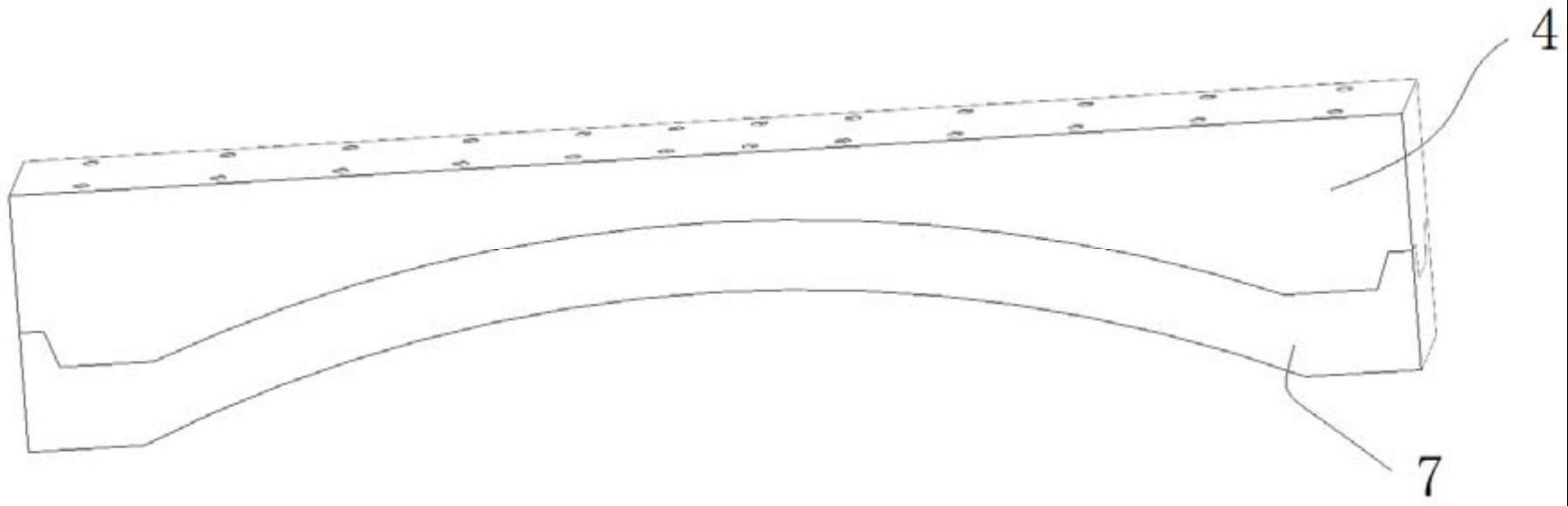
2、为了解决上述技术问题,本实用新型提供了一种复合材料板簧和金属卷耳的整体成型模具,包括:上模具,所述上模具的中部设有弧形压紧件,且在所述弧形压紧件的两端设有第一弧形凹槽;下模具,所述下模具内设有弧形槽体,且在所述弧形槽体的两端设有第二弧形凹槽,预浸带铺设于所述弧形槽体内,金属卷耳设于所述第一弧形凹槽和第二弧形凹槽内;补强口,设于所述下模具上,且靠近所述弧形凹槽设置;分瓣块,设于所述补强口内。
3、进一步地,所述弧形压紧件与弧形槽体的曲率相同。
4、进一步地,所述上模具包括:第一板体,所述弧形压紧件设于所述第一板体上;缺口,具有多个,多个所述缺口设于所述第一板体的顶角处。
5、进一步地,所述下模具包括:第二板体,所述第二板体为弧形板体,所述弧形凹槽设于所述弧形板体的中部,且与所述弧形压紧件相适配,凸起,对应所述缺口设置,所述凸起与缺口的个数相对应。
6、进一步地,所述补强口为设于所述下模具上的通孔。
7、进一步地,所述分瓣块包括分瓣板和固定块,所述分瓣板与固定块为一体成型件。
8、进一步地,所述分瓣板的截面大于所述固定块的截面,所述固定块插置于所述补强口内。
9、进一步地,还包括锁紧结构,所述锁紧结构用于连接所述上模具和下模具、以及分瓣块和下模具。
10、进一步地,所述锁紧结构包括:锁紧孔,设于所述上模具和下模具、以及分瓣块上;第一锁紧件,贯穿所述上模具和下模具,锁紧所述上模具和下模具;第二锁紧件,设于所述下模具和分瓣块内。
11、进一步地,所述第一锁紧件和第二锁紧件为螺栓。
12、本实用新型技术方案,具有如下优点:
13、1.本实用新型提供的复合材料板簧和金属卷耳的整体成型模具,包括:上模具,所述上模具的中部设有弧形压紧件,且在所述弧形压紧件的两端设有第一弧形凹槽;下模具,所述下模具内设有弧形槽体,且在所述弧形槽体的两端设有第二弧形凹槽,预浸带铺设于所述弧形槽体内,金属卷耳设于所述第一弧形凹槽和第二弧形凹槽内;补强口,设于所述下模具上,且靠近所述弧形凹槽设置;分瓣块,设于所述补强口内。
14、通过在上模具的中部设置弧形压紧件,并且在上模具的两端设置第一弧形凹槽,使得该弧形压紧件与下模具的弧形槽体相适配,弧形槽体用于放置预浸带;并且在下模具的弧形槽体的两端设置第二弧形凹槽,第一弧形凹槽和第二弧形凹槽组成圆形结构,该圆形结构用于放置金属卷耳,从而通过上模具和下模对预浸带和金属卷耳进行工艺成型,使得预浸带和金属卷耳形成一体件,即复合材料板簧。同时,在下模具上设有补强口,通过将分瓣块放置在补强口内,从而实现了金属卷耳与板簧过渡区域的补强,避免金属卷耳与板簧过渡区域的截面变化较大,在承受拉伸和弯曲载荷时,而导致局部的剪切应力过大。
15、该复合材料板簧和金属卷耳的整体成型模具,可有效避免局部的剪切应力过大,同时,也避免板簧上开口破坏,有效的提供了板簧的刚度和整体强度。
16、2.本实用新型提供的复合材料板簧和金属卷耳的整体成型模具,所述弧形压紧件与弧形槽体的曲率相同。即弧形压紧件与弧形槽体完全适配,保证了通过该成型模具支撑的板簧的整体的一致性。
17、3.本实用新型提供的复合材料板簧和金属卷耳的整体成型模具,所述分瓣块包括分瓣板和固定块,所述分瓣板与固定块为一体成型件。将分瓣板和固定块制作成一体成型件,可有效的保证了分瓣块的整体强度和刚度,保证了分瓣块的补强能力。
18、提供
技术实现要素:
部分是为了以简化的形式来介绍对概念的选择,它们在下文的具体实施方式中将被进一步描述。实用新型内容部分无意标识本公开的重要特征或必要特征,也无意限制本公开的范围。
技术特征:
1.一种复合材料板簧和金属卷耳的整体成型模具,其特征在于,包括:
2.根据权利要求1所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述弧形压紧件(5)与弧形槽体(8)的曲率相同。
3.根据权利要求1或2所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述上模具(4)包括:
4.根据权利要求3所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述下模具(7)包括:
5.根据权利要求4所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述补强口(10)为设于所述下模具(7)上的通孔。
6.根据权利要求5所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述分瓣块(11)包括分瓣板(16)和固定块(17),所述分瓣板(16)与固定块(17)为一体成型件。
7.根据权利要求6所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述分瓣板(16)的截面大于所述固定块(17)的截面,所述固定块(17)插置于所述补强口(10)内。
8.根据权利要求7所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,还包括锁紧结构,所述锁紧结构用于连接所述上模具(4)和下模具(7)、以及分瓣块(11)和下模具(7)。
9.根据权利要求8所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述锁紧结构包括:
10.根据权利要求9所述的复合材料板簧和金属卷耳的整体成型模具,其特征在于,所述第一锁紧件和第二锁紧件为螺栓。
技术总结
本技术涉及板簧制备成型技术领域,具体涉及一种复合材料板簧和金属卷耳的整体成型模具,包括:上模具,所述上模具的中部设有弧形压紧件,且在所述弧形压紧件的两端设有第一弧形凹槽;下模具,所述下模具内设有弧形槽体,且在所述弧形槽体的两端设有第二弧形凹槽,预浸带铺设于所述弧形槽体内,金属卷耳设于所述第一弧形凹槽和第二弧形凹槽内;补强口,设于所述下模具上,且靠近所述弧形凹槽设置;分瓣块,设于所述补强口内。该复合材料板簧和金属卷耳的整体成型模具,可有效避免局部的剪切应力过大,同时,也避免板簧上开口破坏,有效的提供了板簧的刚度和整体强度。
技术研发人员:武海鹏,石建军,刘芳芳,杜星炜,陈健,遇家运,车士俊,任鹏飞
受保护的技术使用者:哈尔滨玻璃钢研究院有限公司
技术研发日:20230410
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!