一种用于制备手机中框音腔区的模具结构的制作方法
本技术涉及模具结构,具体涉及一种用于制备手机中框音腔区的模具结构。
背景技术:
1、目前行业内手机中框听筒音腔的结构都是采用cnc加工的。但是由于cnc加工方式局限性的,使其出音通道槽的深度、倾斜角度、宽度都必须大于1mm,且音腔槽的高度也受cnc刀具的直径限制,所以,针对一些超窄边框(1mm)的手机中框音腔区,cnc加工并不适用。另外,也无法单独对听筒结构作拆件处理。因此,行业内还没有针对超窄边框的模具成型方案。
技术实现思路
1、本实用新型所要解决的技术问题是:针对上述中的现有技术中cnc加工无法适用超窄边框的加工,且暂时没有针对超窄边框的模具的技术缺陷,提供一种用于制备手机中框音腔区的模具结构。
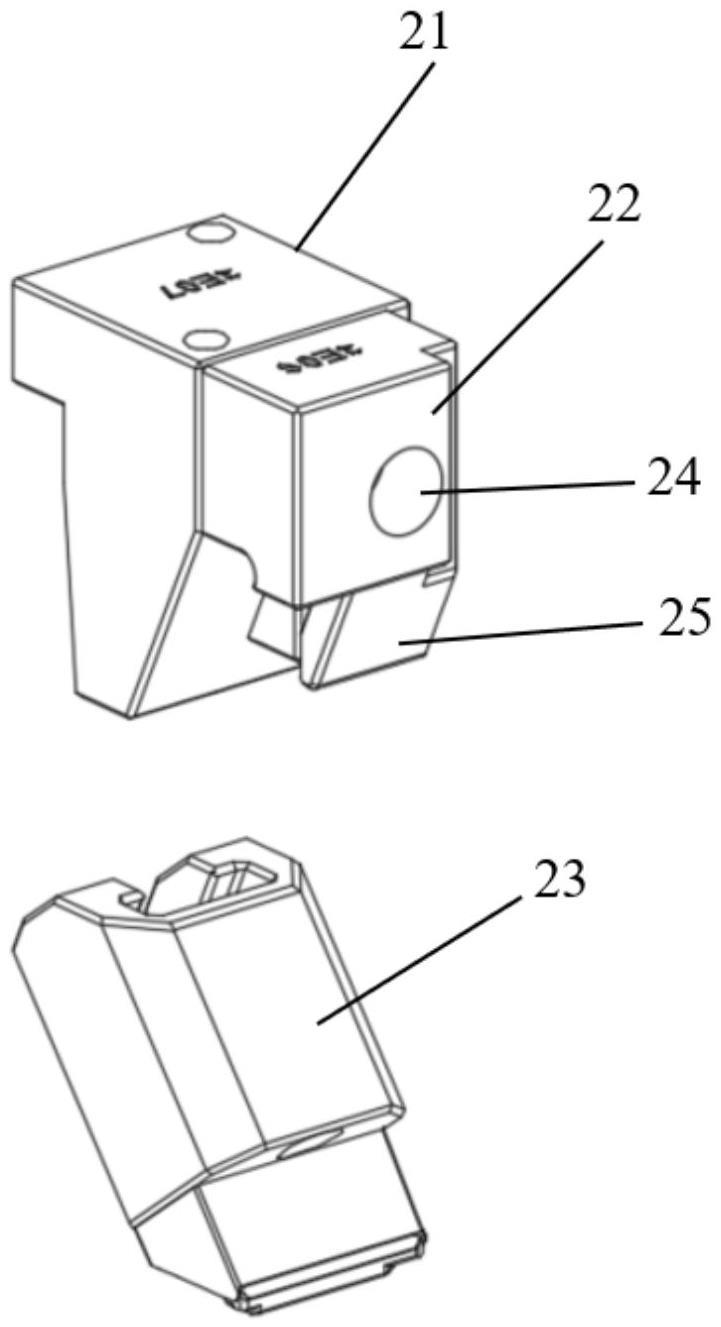
2、为解决上述技术问题,本实用新型提供了一种用于制备手机中框音腔区的模具结构,该用于制备手机中框音腔区的模具结构包括:斜行位铲基,斜行位t形块,斜行位t形块与斜行位铲基连接;斜行位镶件,斜行位镶件与斜行位t形块连接;其中,斜行位镶件与后模板之间设置有夹角。
3、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:斜行位镶件上设置有t型凹槽。
4、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:斜行位t形块的下端插入t型凹槽中。
5、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:夹角为52°。
6、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:模具结构还包括水口板,斜行位铲基与水口板连接。
7、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:模具结构还包括前模板,前模板与水口板之间设置有氮气弹簧。
8、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:氮气弹簧的个数为四个,四个氮气弹簧分别位于水口板的两端。
9、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:斜行位镶件的前段为台阶结构。
10、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:台阶结构上靠近后模板的一端低于远离后模板的一端。
11、在本实用新型提供的用于制备手机中框音腔区的模具结构中,还可以具有这样的特征:台阶结构与外行位之间设置有1mm的间隙。
12、本实用新型的有益效果在于:
13、在本实用新型的用于制备手机中框音腔区的模具结构中,包括斜行位铲基、斜行位t形块以及斜行位镶件、斜行位t形块与斜行位铲基连接,斜行位镶件与斜行位t形块连接,斜行位镶件与后模板之间设置有夹角。基于该模具结构,通过斜行位铲基和斜行位t形块带动斜行位镶件完成抽芯,利用斜行位铲基进行压紧行位,防止注塑时因受到射胶压力的影响而后退。另外,斜行位镶件与后模板之间设置有夹角,通过该特殊结构,使其能够适用于超窄边框的手机边框的制备。
14、另外,斜行位镶件上设置有t型凹槽,斜行位t形块的下端插入到t型凹槽内,通过该连接方式,使得斜行位t形块能够带动斜行位镶件运动。
15、此外,斜行位铲基与水口板连接,水口板与前模板连接,且水口板与前模板之间设置有氮气弹簧,该氮气弹簧能够在开模时,推动水口板,在带动斜行位镶件完成抽芯动作时,起到关键作用。
16、不仅如此,斜行位镶件的前端为台阶结构,该台阶结构为靠近后模板的一端低于远离后模板的一端。通过该台阶结构能够限定斜行位运动的距离,且台阶结构与外行位之间设置有1mm的间距,进而保证音腔区的特征尺寸。
技术特征:
1.一种用于制备手机中框音腔区的模具结构,其特征在于,包括:
2.根据权利要求1所述的手机中框音腔区的模具结构,其特征在于:
3.根据权利要求2所述的手机中框音腔区的模具结构,其特征在于:
4.根据权利要求1所述的手机中框音腔区的模具结构,其特征在于:
5.根据权利要求1所述的手机中框音腔区的模具结构,其特征在于:
6.根据权利要求5所述的手机中框音腔区的模具结构,其特征在于:
7.根据权利要求6所述的手机中框音腔区的模具结构,其特征在于:
8.根据权利要求1所述的手机中框音腔区的模具结构,其特征在于:
9.根据权利要求8所述的手机中框音腔区的模具结构,其特征在于:
10.根据权利要求8所述的用于制备手机中框音腔区的模具结构,其特征在于:
技术总结
本技术提供了一种用于制备手机中框音腔区的模具结构,该用于制备手机中框音腔区的模具结构包括:斜行位铲基,斜行位T形块,斜行位T形块与斜行位铲基连接;斜行位镶件,斜行位镶件与斜行位T形块连接;其中,斜行位镶件与后模板之间设置有夹角。基于该模具结构,通过斜行位铲基和斜行位T形块带动斜行位镶件完成抽芯,利用斜行位铲基进行压紧行位,防止注塑时因受到射胶压力的影响而后退。另外,斜行位镶件与后模板之间设置有夹角,通过该特殊结构,使其能够适用于超窄边框的手机边框的制备。
技术研发人员:周俊,刘小军,杜军红,葛振纲,程黎辉
受保护的技术使用者:合肥龙旗智能科技有限公司
技术研发日:20230407
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!