一种铝塑复合板生产线上的五辊压光机的制作方法
本技术属于铝塑复合板生产线的,涉及一种铝塑复合板生产线上的五辊压光机。
背景技术:
1、铝塑复合板的生产流程中一般包括:挤出pe塑料板芯材,经过压延成型为板材,再复合上下铝卷成铝塑板。在此流程中需要使用压光机对塑料板材进行压光。为了使塑料板材具有更好的压光效果,技术人员使用五辊压光机替代传统的三辊压光机。但由于塑料板材压光机都是直立形式,为了便于操作,五辊直立压光机都要下挖1.5米深度,当有的现场不能挖地时,就会给五辊压光机的设置带来困难。
技术实现思路
1、本实用新型针对现有技术的不足,提供了一种铝塑复合板生产线上的五辊压光机,安装时不需要向地下挖坑,同时操作也简单方便,还具有好的压光效果。
2、为解决上述技术问题,本实用新型的目的通过下述技术方案得以实现:
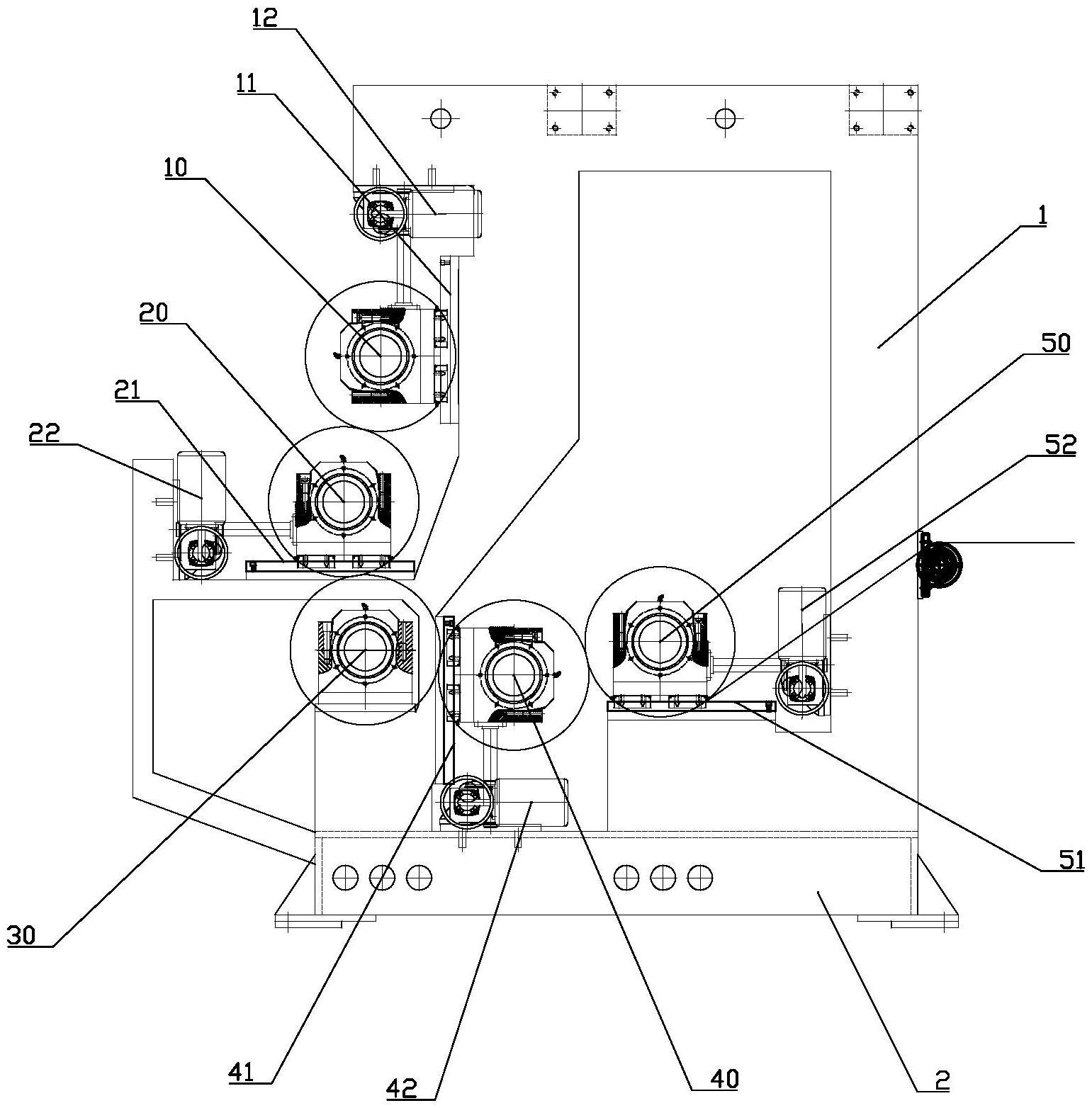
3、一种铝塑复合板生产线上的五辊压光机,所述五辊压光机包括机架和沿输送方向依次设置有第一压辊、第二压辊、第三压辊、第四压辊和第五压辊,所述第一压辊、第二压辊和第三压辊沿竖直方向由上至下依次分布,所述第三压辊、第四压辊和第五压辊沿水平方向由前至后依次分布,所述第三压辊固定设置在机架上,所述第一压辊和第四压辊沿竖直方向滑移设置在机架上,所述第二压辊和第五压辊沿水平方向滑移设置在机架上。
4、在上述的一种铝塑复合板生产线上的五辊压光机中,所述第一压辊、第二压辊、第三压辊、第四压辊和第五压辊均包括辊座和辊筒,所述滚筒通过轴承转动设置在辊座上。
5、在上述的一种铝塑复合板生产线上的五辊压光机中,所述第一压辊的轴线位于第三压辊轴线的后侧,所述第二压辊的轴线位于第三压辊轴线的前侧,所述第四压辊的轴线位于第三压辊轴线的下侧,所述第五压辊的轴线位于第三压辊轴线的上侧。
6、在上述的一种铝塑复合板生产线上的五辊压光机中,所述机架上分别设置有竖直方向的第一滑轨、水平方向的第二滑轨、竖直方向的第四滑轨和水平方向的第五滑轨,所述第一压辊、第二压辊、第四压辊和第五压辊分别滑移设置在第一滑轨、第二滑轨、第四滑轨、第五滑轨上。进一步的,所述辊座的底部设置有滑块,所述滑块滑移设置在滑轨上。
7、在上述的一种铝塑复合板生产线上的五辊压光机中,所述第一压辊设置在第一滑轨的前侧,所述第二压辊设置在第二滑轨的上侧,所述第四压辊设置在第四滑轨的后侧,所述第五压辊设置在第五滑轨的上侧。
8、在上述的一种铝塑复合板生产线上的五辊压光机中,所述第一压辊通过第一电机驱动滑移并通过丝杆螺母机构传动;所述第二压辊通过第二电机驱动滑移并通过丝杆螺母机构传动;所述第四压辊通过第四电机驱动滑移并通过丝杆螺母机构传动;所述第五压辊通过第五电机驱动滑移并通过丝杆螺母机构传动。
9、在上述的一种铝塑复合板生产线上的五辊压光机中,所述机架为一体式结构,所述机架上设置有与第一压辊、第二压辊、第三压辊、第四压辊和第五压辊相适配的安装部。
10、在上述的一种铝塑复合板生产线上的五辊压光机中,所述机架固定在底座上,所述底座设置在水平地面。
11、本实用新型和现有技术相比,具有如下有益效果:
12、本实用新型改进了铝塑复合板生产线上的五辊压光机,将传统的竖直分布的压辊重新设计为l形分布,从而大大减少了五辊压光机在竖直方向上所占用的空间。本实用新型的五辊压光机可以安装在普通水平地面上,而不需要在安装时挖坑,在不影响压光效果的前提下,既方便了安装,又使操作更加便利。
技术特征:
1.一种铝塑复合板生产线上的五辊压光机,所述五辊压光机包括机架(1)和沿输送方向依次设置有第一压辊(10)、第二压辊(20)、第三压辊(30)、第四压辊(40)和第五压辊(50),其特征在于,所述第一压辊(10)、第二压辊(20)和第三压辊(30)沿竖直方向由上至下依次分布,所述第三压辊(30)、第四压辊(40)和第五压辊(50)沿水平方向由前至后依次分布,所述第三压辊(30)固定设置在机架(1)上,所述第一压辊(10)和第四压辊(40)沿竖直方向滑移设置在机架(1)上,所述第二压辊(20)和第五压辊(50)沿水平方向滑移设置在机架(1)上。
2.根据权利要求1所述的一种铝塑复合板生产线上的五辊压光机,其特征在于,所述第一压辊(10)的轴线位于第三压辊(30)轴线的后侧,所述第二压辊(20)的轴线位于第三压辊(30)轴线的前侧,所述第四压辊(40)的轴线位于第三压辊(30)轴线的下侧,所述第五压辊(50)的轴线位于第三压辊(30)轴线的上侧。
3.根据权利要求1所述的一种铝塑复合板生产线上的五辊压光机,其特征在于,所述机架(1)上分别设置有竖直方向的第一滑轨(11)、水平方向的第二滑轨(21)、竖直方向的第四滑轨(41)和水平方向的第五滑轨(51),所述第一压辊(10)、第二压辊(20)、第四压辊(40)和第五压辊(50)分别滑移设置在第一滑轨(11)、第二滑轨(21)、第四滑轨(41)、第五滑轨(51)上。
4.根据权利要求3所述的一种铝塑复合板生产线上的五辊压光机,其特征在于,所述第一压辊(10)设置在第一滑轨(11)的前侧,所述第二压辊(20)设置在第二滑轨(21)的上侧,所述第四压辊(40)设置在第四滑轨(41)的后侧,所述第五压辊(50)设置在第五滑轨(51)的上侧。
5.根据权利要求4所述的一种铝塑复合板生产线上的五辊压光机,其特征在于,所述第一压辊(10)通过第一电机(12)驱动滑移并通过丝杆螺母机构传动;所述第二压辊(20)通过第二电机(22)驱动滑移并通过丝杆螺母机构传动;所述第四压辊(40)通过第四电机(42)驱动滑移并通过丝杆螺母机构传动;所述第五压辊(50)通过第五电机(52)驱动滑移并通过丝杆螺母机构传动。
6.根据权利要求1所述的一种铝塑复合板生产线上的五辊压光机,其特征在于,所述机架(1)为一体式结构,所述机架(1)上设置有与第一压辊(10)、第二压辊(20)、第三压辊(30)、第四压辊(40)和第五压辊(50)相适配的安装部。
7.根据权利要求1所述的一种铝塑复合板生产线上的五辊压光机,其特征在于,所述机架(1)固定在底座(2)上,所述底座(2)设置在水平地面。
技术总结
本技术属于铝塑复合板生产线的技术领域,涉及一种铝塑复合板生产线上的五辊压光机,所述五辊压光机包括机架和沿输送方向依次设置有第一压辊、第二压辊、第三压辊、第四压辊和第五压辊,所述第一压辊、第二压辊和第三压辊沿竖直方向由上至下依次分布,所述第三压辊、第四压辊和第五压辊沿水平方向由前至后依次分布,所述第三压辊固定设置在机架上,所述第一压辊和第四压辊沿竖直方向滑移设置在机架上,所述第二压辊和第五压辊沿水平方向滑移设置在机架上。本技术提供的铝塑复合板生产线上的五辊压光机,安装时不需要向地下挖坑,同时操作也简单方便,还具有好的压光效果。
技术研发人员:阮和平,阮泓棋
受保护的技术使用者:浙江吉尔泰机械股份有限公司
技术研发日:20230407
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!