高光无痕高强度大型商用车格栅模具的制作方法
本技术属于模具,涉及一种高光无痕高强度大型商用车格栅模具。
背景技术:
1、商用车格栅一般通过模具注塑成型,在现有技术中,商用车格栅模具在注塑时只能够注塑出半成品的格栅产品,格栅产品上的网格和车标安装部均需要通过后期加工成型,生产效率低下。
2、如中国专利公开了一种汽车格栅的成型模具[申请号:202210246005.7],包括下模和动模,所述下模的内部固设有模型内槽,所述动模的下端设有定型上模,所述模型内槽的内部固设有型腔,所述型腔的内部安装有格栅板,所述型腔的内侧设有密封边槽,所述下模的内部设有定位内槽;也存在上述问题。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种高光无痕高强度大型商用车格栅模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
3、一种高光无痕高强度大型商用车格栅模具,包括上模板和下模板,所述的上模板和下模板之间设有格栅成型腔,所述的格栅成型腔由设置在上模板上的上成型面和设置在下模板上的下成型面组合形成,所述的下成型面上设有蜂窝状格栅网格成型结构,所述的格栅成型腔中部还设有用于安装车标的安装部成型结构。
4、在上述的高光无痕高强度大型商用车格栅模具中,所述的安装部成型结构包括向内凹陷设置在下模板中部的安装部成型槽以及向外凸出设置在上模板中部的安装部成型块,所述的安装部成型槽和安装部成型块的截面均呈圆形。
5、在上述的高光无痕高强度大型商用车格栅模具中,所述的安装部成型槽底部还设有两组一号增强结构,所述的一号增强结构由若干向外凸出的一号增强槽成型块组合成型。
6、在上述的高光无痕高强度大型商用车格栅模具中,所述的安装部成型块上还设有两组与一号增强结构对应设置的二号增强结构,所述的二号增强结构由若干向外凸出的二号增强槽成型块组合成型。
7、在上述的高光无痕高强度大型商用车格栅模具中,所述的蜂窝状格栅网格成型结构包括若干截面呈正六边形且向上凸出的网格成型块,相邻的网格成型块8之间具有用于成型连接筋条的间隙,网格成型块顶部和上成型面相抵。
8、在上述的高光无痕高强度大型商用车格栅模具中,所述的下模板上还设有防压伤顶出机构。
9、在上述的高光无痕高强度大型商用车格栅模具中,所述的防压伤顶出机构包括外围顶出组件、中心顶出组件和中间顶出组件,所述的中心顶出组件与安装部成型槽相连,所述的中间顶出组件和蜂窝状格栅网格成型结构相连,所述的下模板下侧还设有与外围顶出组件、中心顶出组件和中间顶出组件相连的顶杆固定板。
10、在上述的高光无痕高强度大型商用车格栅模具中,所述的外围顶出组件包括若干沿下成型面外围周向设置的外围顶块,所述的外围顶块的截面呈矩形,外围顶块通过一号直顶杆和顶杆固定板相连。
11、在上述的高光无痕高强度大型商用车格栅模具中,所述的中心顶出组件包括若干沿安装部成型槽外围周向设置的一号中心顶块以及两个二号中心顶块,两个二号中心顶块设置在两组一号增强结构之间,所述的一号中心顶块和二号中心顶块的截面均呈矩形,所述的一号中心顶块和二号中心顶块通过二号直顶杆和顶杆固定板相连。
12、在上述的高光无痕高强度大型商用车格栅模具中,所述的中间顶出组件包括若干呈直线排布的中间顶块,所述的中间顶块的截面呈正六边形,所述的蜂窝状格栅网格成型结构上预设有若干与中间顶块相对应的顶块槽,所述的顶块槽的截面呈正六边形,所述的中间顶块通过三号直顶杆和顶杆固定板相连。
13、与现有的技术相比,本实用新型的优点在于:
14、1、格栅成型腔能够注塑成型商用车格栅产品,蜂窝状格栅网格成型结构能够在商用车格栅产品上直接形成蜂窝状的格栅网格,安装部成型结构能够直接在产品中部形成用于安装车标的安装部,无需后期进行加工,极大地提高了商用车格栅的生产效率。
15、2、下模板上的安装部成型槽配合上模板上的安装部成型块能够在格栅产品中部直接成型出向内凹陷的车标安装部,无需后期加工,能够增加格栅产品的整体生产效率。
16、3、由若干一号增强槽成型块组成的一号增强结构和由若干二号增强槽成型块组成的二号增强结构能够在车标安装部的正反面成型出增强槽结构,能够增加格栅上车标安装部位置处的整体强度。
17、4、网格成型块顶部和上成型面相抵使格栅产品在注塑时能够直接形成贯穿性的网格,相邻网格成型块之间的间隙能够用于成型格栅主体的连接筋条。
18、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
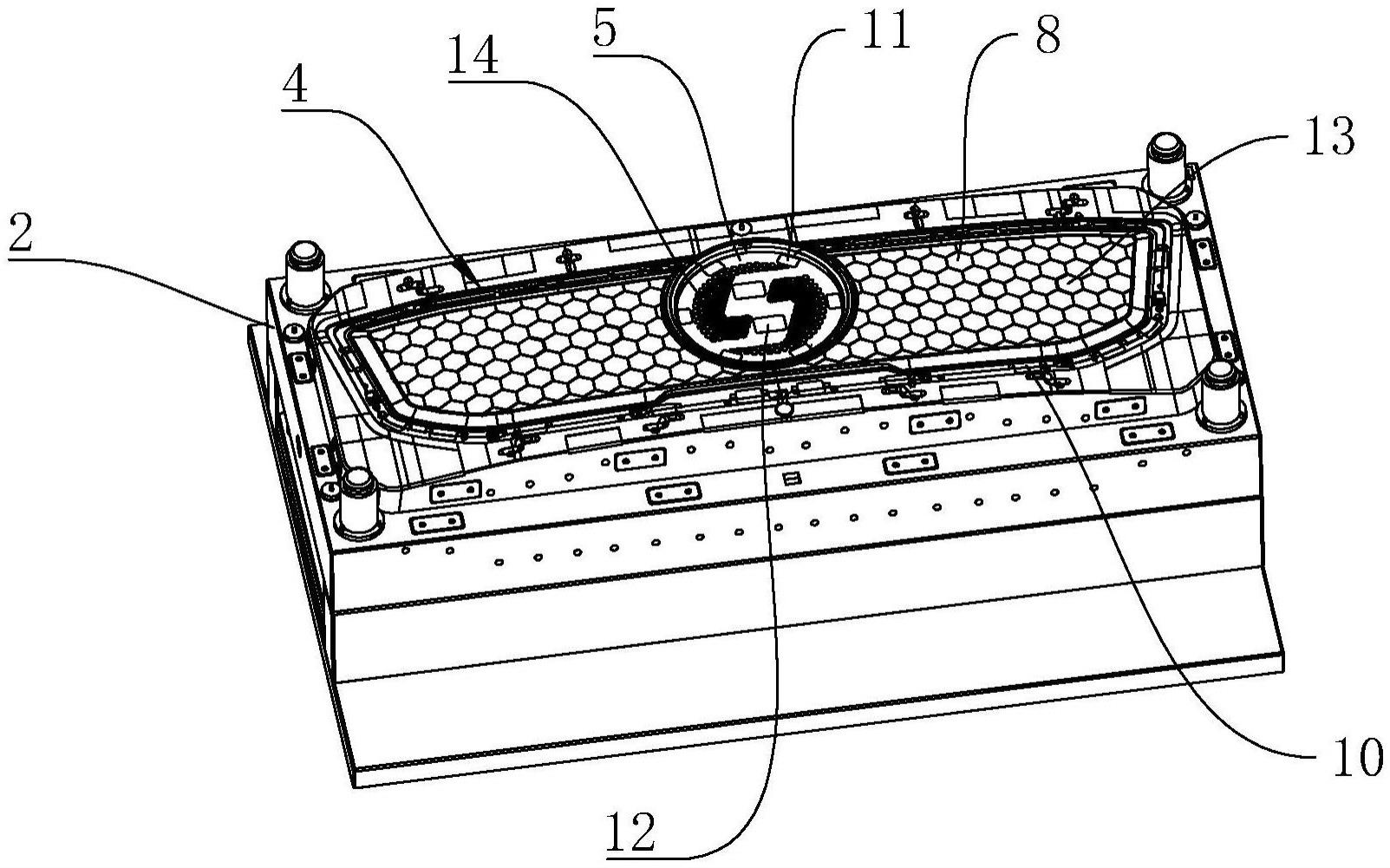
1.一种高光无痕高强度大型商用车格栅模具,包括上模板(1)和下模板(2),其特征在于,所述的上模板(1)和下模板(2)之间设有格栅成型腔,所述的格栅成型腔由设置在上模板(1)上的上成型面(3)和设置在下模板(2)上的下成型面(4)组合形成,所述的下成型面(4)上设有蜂窝状格栅网格成型结构,所述的格栅成型腔中部还设有用于安装车标的安装部成型结构。
2.根据权利要求1所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的安装部成型结构包括向内凹陷设置在下模板(2)中部的安装部成型槽(5)以及向外凸出设置在上模板(1)中部的安装部成型块(6),所述的安装部成型槽(5)和安装部成型块(6)的截面均呈圆形。
3.根据权利要求2所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的安装部成型槽(5)底部还设有两组一号增强结构,所述的一号增强结构由若干向外凸出的一号增强槽成型块(14)组合成型。
4.根据权利要求3所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的安装部成型块(6)上还设有两组与一号增强结构对应设置的二号增强结构,所述的二号增强结构由若干向外凸出的二号增强槽成型块(7)组合成型。
5.根据权利要求3所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的蜂窝状格栅网格成型结构包括若干截面呈正六边形且向上凸出的网格成型块(8),相邻的网格成型块(8)之间具有用于成型连接筋条的间隙,网格成型块(8)顶部和上成型面(3)相抵。
6.根据权利要求5所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的下模板(2)上还设有防压伤顶出机构。
7.根据权利要求6所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的防压伤顶出机构包括外围顶出组件、中心顶出组件和中间顶出组件,所述的中心顶出组件与安装部成型槽(5)相连,所述的中间顶出组件和蜂窝状格栅网格成型结构相连,所述的下模板(2)下侧还设有与外围顶出组件、中心顶出组件和中间顶出组件相连的顶杆固定板(9)。
8.根据权利要求7所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的外围顶出组件包括若干沿下成型面(4)外围周向设置的外围顶块(10),所述的外围顶块(10)的截面呈矩形,外围顶块(10)通过一号直顶杆和顶杆固定板(9)相连。
9.根据权利要求7所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的中心顶出组件包括若干沿安装部成型槽(5)外围周向设置的一号中心顶块(11)以及两个二号中心顶块(12),两个二号中心顶块(12)设置在两组一号增强结构之间,所述的一号中心顶块(11)和二号中心顶块(12)的截面均呈矩形,所述的一号中心顶块(11)和二号中心顶块(12)通过二号直顶杆和顶杆固定板(9)相连。
10.根据权利要求7所述的高光无痕高强度大型商用车格栅模具,其特征在于,所述的中间顶出组件包括若干呈直线排布的中间顶块(13),所述的中间顶块(13)的截面呈正六边形,所述的蜂窝状格栅网格成型结构上预设有若干与中间顶块(13)相对应的顶块槽,所述的顶块槽的截面呈正六边形,所述的中间顶块(13)通过三号直顶杆和顶杆固定板(9)相连。
技术总结
本技术提供了一种高光无痕高强度大型商用车格栅模具,属于模具技术领域。它包括上模板和下模板,所述的上模板和下模板之间设有格栅成型腔,所述的格栅成型腔由设置在上模板上的上成型面和设置在下模板上的下成型面组合形成,所述的下成型面上设有蜂窝状格栅网格成型结构,所述的格栅成型腔中部还设有用于安装车标的安装部成型结构。格栅成型腔能够注塑成型商用车格栅产品,蜂窝状格栅网格成型结构能够在商用车格栅产品上直接形成蜂窝状的格栅网格,安装部成型结构能够直接在产品中部形成用于安装车标的安装部,无需后期进行加工,极大地提高了商用车格栅的生产效率。
技术研发人员:郑敏军
受保护的技术使用者:浙江翊翔塑模股份有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!