一种挂壁式空压机外罩成型装置的制作方法
本技术涉及模具,具体涉及一种挂壁式空压机外罩成型装置。
背景技术:
1、随着塑胶制品的普及,加工塑胶制品的模具也越来越多,应用也越来越广泛。目前很多挂壁式空压机外罩的侧面都设置有圆柱孔形状的倒扣结构,使得其加工工艺复杂,成型工序繁复。同时圆柱孔形状的倒扣结构与模具的分离方向和开模方向通常不是相同的,导致挂壁式空压机外罩的脱模比较困难,且容易损坏,合格率低下。
2、由于挂壁式空压机外罩对于倒扣结构的形状尺寸精度要求较高,且侧向通常具有较大的凸凹部位,挂壁式空压机外罩的脱模需人工后期拆卸成型组件,导致脱模效率低下。为了减少挂壁式空压机外罩在成型、脱模时发生变形或损伤,并提高脱模效率,需要一种具有倒扣斜抽芯组件的成型装置。
技术实现思路
1、针对现有技术存在的不足,本实用新型在于提供一种具有倒扣斜抽芯组件的成型装置,可以生产具有圆柱孔形状的倒扣结构的挂壁式空压机外罩。
2、为达到上述实用新型目的,本实用新型采用的技术方案是:
3、一种挂壁式空压机外罩成型装置,包括:
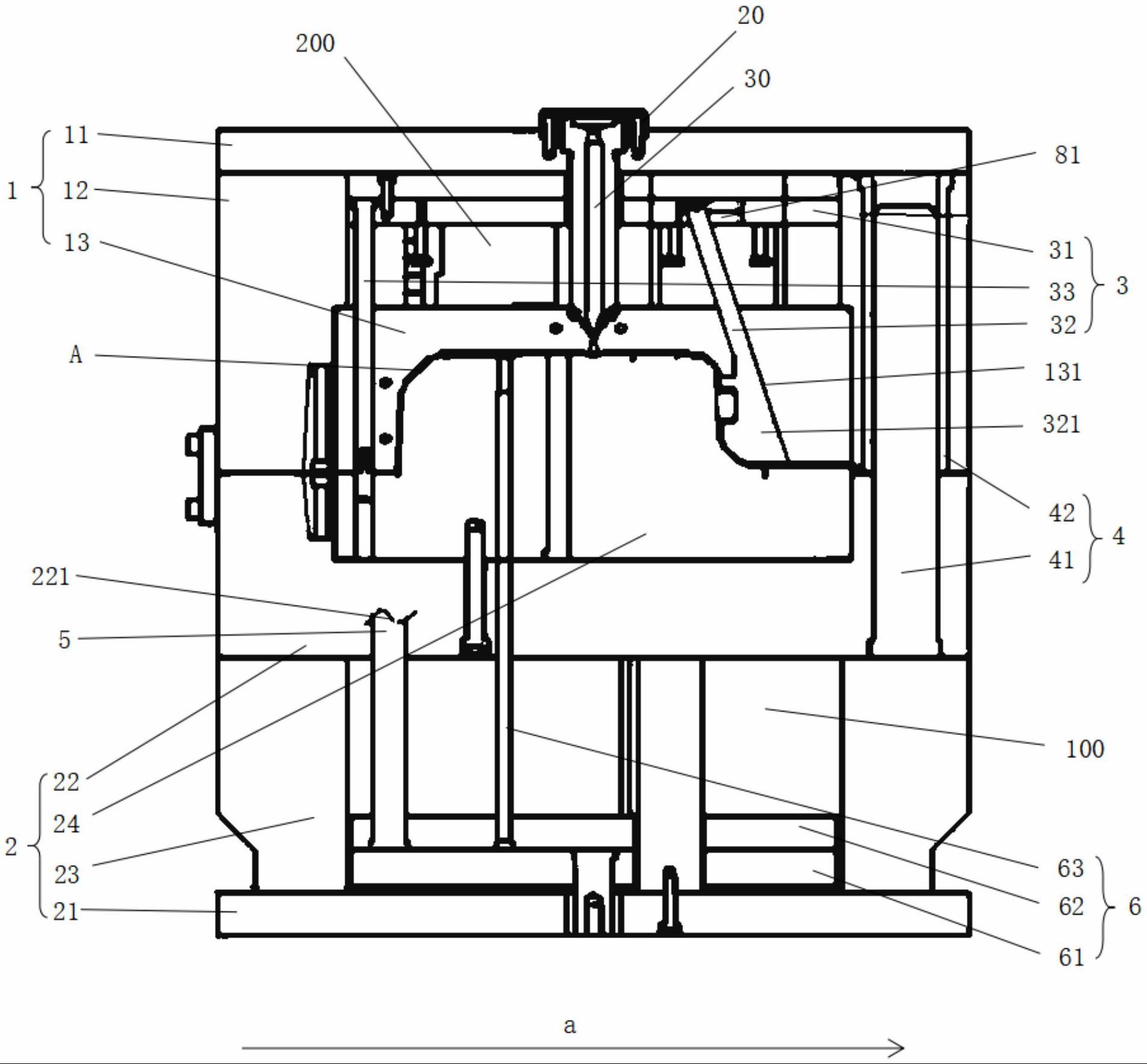
4、上模组件,包括上模座板和固定连接所述上模座板的上模板,所述上模座板的中心位置上设有贯穿所述上模座板的定位环,所述上模板上设有与所述定位环同轴设置的浇口以及自所述上模板底部向所述上模板的内部凹陷的上模凹槽部,所述上模组件还包括收容于所述上模凹槽部的上模仁,所述上模仁固定于所述上模凹槽部内;
5、下模组件,设置在所述上模组件下方,包括下模座板、对应垂直设置在所述下模座板两侧的支撑板和固定连接在所述支撑板顶部的下模板,两个所述支撑板、下模座板和下模板共同围设成一收容空间,所述下模板上设有自所述下模板顶部向内部凹陷的下模凹槽部,所述下模组件还包括收容于所述下模凹槽部的下模仁和收容于所述收容空间的顶出单元;以及
6、倒扣斜抽芯组件,包括设置在所述上模板内并位于所述上模仁与所述上模座板之间的安装板组、尾端沿水平方向滑动连接在所述安装板组内的斜抽杆和一端固定在所述安装板组上的固定柱,所述固定柱的另一端穿过所述上模仁并固定在所述下模仁上,所述斜抽杆的头端具有用于成型产品的倒扣结构的成型部,所述上模仁内还设置有导向斜孔,所述导向斜孔于高度方向自上至下朝远离所述倒扣结构的方向倾斜,所述斜抽杆穿设在所述导向斜孔内,以使所述成型部插入至所述上模仁内,所述上模仁、与所述上模仁位置对应的下模仁和所述成型部配合以组成一个成型型腔。
7、进一步地,所述上模仁与所述上模凹槽部的底壁之间具有间隙,以使所述上模仁和所述上模凹槽部配合形成一移动空间,所述安装板组设置在所述移动空间内并在所述下模仁的带动下于所述移动空间内沿高度方向移动。
8、进一步地,所述上模凹槽部的底壁上设置有用于所述安装板组通过的通孔。
9、进一步地,所述安装板组与所述斜抽杆的尾端之间设置有滑动结构,所述滑动结构包括设置在所述安装板组内的t型滑槽和与所述t型滑槽相配合的滑动件,所述滑动件包括穿设在所述斜抽杆的尾端上的转轴和设置在所述转轴两端的滚轮。
10、进一步地,所述安装板组包括固定在所述固定杆上的安装面板和设置在所述安装面板顶部的安装底板,所述t型滑槽形成在所述安装面板上。
11、进一步地,所述t型滑槽的竖直部与所述斜抽杆的宽度相适配,所述t型滑槽的水平部的宽度与所述滑动件的长度相适配。
12、进一步地,所述导向斜孔与所述斜抽杆之间设置有导向结构,所述导向结构包括导槽和插入至所述导槽内的导块,所述导槽沿轴向设置在所述斜抽杆上,所述导块沿轴向形成在所述导向斜孔内。
13、进一步地,所述顶出单元包括靠近所述下模座板设置的顶针推板、固定连接所述顶针推板的推板固定板以及贯穿所述推板固定板并朝向所述上模组件设置的顶针。
14、进一步地,还包括复位单元,所述复位单元包括固定在所述顶针推板上的复位杆以及套设在所述复位杆上的弹簧,所述下模板上开设有用以所述复位杆穿过的开孔,所述弹簧的一端抵持在所述推板固定板上,另一端抵持在所述下模板上。
15、进一步地,还包括用于所述上模组件和所述下模组件的开合导向定位的导向组件,所述导向组件包括固定在所述下模板上的导柱及套设在所述导柱上的导套,所述导套固定在所述上模座板上。
16、本实用新型的有益效果在于:本申请通过上模仁、与上模仁位置对应的下模仁和成型部配合以组成一个成型型腔,用以成型具有圆柱孔形状的挂壁式空压机外罩,倒扣斜抽芯组件的结构简单,成型装置配合精度高,使挂壁式空压机外罩成型良好,无缺陷,成品尺寸公差及外观要求均达甚至并超过图纸要求,产品量产稳定。
17、此外,本申请的成型装置在开模时,下模组件相对上模组件沿高度方向向下移动,下模仁向下移动并带动斜抽杆沿导向斜孔的轴线滑动,以使斜抽杆斜向移动,以使成型部与倒扣结构分离,当成型装置在闭模时,斜抽杆沿导向斜孔的轴线反向滑动以与上模仁和下模仁配合组成成型型腔,利用成型装置的开合模动力实现斜抽杆的移动,无需而外设置驱动件,进一步简化结构,降低成本。
18、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,并可依照说明书的内容予以实施,以下以本申请的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种挂壁式空压机外罩成型装置,其特征在于,包括:
2.如权利要求1所述的一种挂壁式空压机外罩成型装置,其特征在于,所述上模仁与所述上模凹槽部的底壁之间具有间隙,以使所述上模仁和所述上模凹槽部配合形成一移动空间,所述安装板组设置在所述移动空间内并在所述下模仁的带动下于所述移动空间内沿高度方向移动。
3.如权利要求2所述的一种挂壁式空压机外罩成型装置,其特征在于,所述上模凹槽部的底壁上设置有用于所述安装板组通过的通孔。
4.如权利要求3所述的一种挂壁式空压机外罩成型装置,其特征在于,所述安装板组与所述斜抽杆的尾端之间设置有滑动结构,所述滑动结构包括设置在所述安装板组内的t型滑槽和与所述t型滑槽相配合的滑动件,所述滑动件包括穿设在所述斜抽杆的尾端上的转轴和设置在所述转轴两端的滚轮。
5.如权利要求4所述的一种挂壁式空压机外罩成型装置,其特征在于,所述安装板组包括固定在所述固定杆上的安装面板和设置在所述安装面板顶部的安装底板,所述t型滑槽形成在所述安装面板上。
6.如权利要求5所述的一种挂壁式空压机外罩成型装置,其特征在于,所述t型滑槽的竖直部与所述斜抽杆的宽度相适配,所述t型滑槽的水平部的宽度与所述滑动件的长度相适配。
7.如权利要求1所述的一种挂壁式空压机外罩成型装置,其特征在于,所述导向斜孔与所述斜抽杆之间设置有导向结构,所述导向结构包括导槽和插入至所述导槽内的导块,所述导槽沿轴向设置在所述斜抽杆上,所述导块沿轴向形成在所述导向斜孔内。
8.如权利要求1所述的一种挂壁式空压机外罩成型装置,其特征在于,所述顶出单元包括靠近所述下模座板设置的顶针推板、固定连接所述顶针推板的推板固定板以及贯穿所述推板固定板并朝向所述上模组件设置的顶针。
9.如权利要求8所述的一种挂壁式空压机外罩成型装置,其特征在于,还包括复位单元,所述复位单元包括固定在所述顶针推板上的复位杆以及套设在所述复位杆上的弹簧,所述下模板上开设有用以所述复位杆穿过的开孔,所述弹簧的一端抵持在所述推板固定板上,另一端抵持在所述下模板上。
10.如权利要求1所述的一种挂壁式空压机外罩成型装置,其特征在于,还包括用于所述上模组件和所述下模组件的开合导向定位的导向组件,所述导向组件包括固定在所述下模板上的导柱及套设在所述导柱上的导套,所述导套固定在所述上模座板上。
技术总结
本申请涉及一种挂壁式空压机外罩成型装置,包括上模组件、设置在上模组件下方的下模组件以及倒扣斜抽芯组件,倒扣斜抽芯组件包括安装板组、尾端沿水平方向滑动连接在安装板组内的斜抽杆和一端固定在安装板组上的固定柱,固定柱的另一端穿过上模仁并固定在下模仁上,斜抽杆的头端具有用于成型产品的倒扣结构的成型部,上模仁内还设置有导向斜孔,导向斜孔于高度方向自上至下朝远离倒扣结构的方向倾斜,斜抽杆穿设在导向斜孔内,以使成型部插入至上模仁内,上模仁、与上模仁位置对应的下模仁和成型部配合以组成一个成型型腔。通过上模仁、下模仁和成型部配合组成一成型型腔,用以成型具有圆柱孔形状的挂壁式空压机外罩,结构简单,配合精度高。
技术研发人员:倪钰明,高居成,陆孝峰
受保护的技术使用者:苏州市明创塑胶有限公司
技术研发日:20230421
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!