一种硅胶制品的成型模具的制作方法
本技术涉及注塑模具,具体地,涉及一种硅胶制品的成型模具。
背景技术:
1、如图1所示,硅胶制品(01)为中孔的三通结构,包括三通本体(011)、由三通本体的其中两个端向上延伸的第一直管(012)和第二直管(013)及由三通本体(011)的第三个端向下延伸的第三直管(014),三通本体(011)与第一直管(012)、第二直管(013)和第三直管(014)的衔接处为弧段。这种硅胶制品的结构比较复杂,传统做法是将阻碍出模方向的位置都做成活动镶块,制作硅胶制品时,每次开模后都需要人工把所有活动镶块拿出,虽然能得到需要的硅胶制品,但是人工操作的动作多,耗时长,生产率低,并且再次注塑下一个产品时,还需要人工将所有镶块归位,导致整个制作周期长。
技术实现思路
1、本实用新型的目的在于提供一种硅胶制品的成型模具,其用于解决上述技术问题。
2、一种硅胶制品的成型模具,包括:
3、下模,其上活动连接有滑块和顶块,下模、滑块和顶块上均设有相互连通的下模型腔,下模上还设有于滑块连接的滑块驱动气缸;
4、上模,其上设有上模型腔,在上模与下模合模后,上模型腔和下模型腔围成待注塑的硅胶制品的外部轮廓;
5、活动连接于下模型腔内的第一镶块和第二镶块及设于下模腔内的第三镶块,第一镶块、第二镶块和第三镶块相互连接在一起时形成待注塑的硅胶制品的内部轮廓;
6、顶针组件,其包括顶针板和与顶针板连接的第一顶针和第二顶针,在顶针板向下模靠近时,第一顶针用于将顶块向上顶起,第二顶针用于将第三镶块向上顶起,第二顶针的行程大于第一顶针的行程;
7、滑块驱动气缸,其设于下模上,用于带动滑块向顶块靠近或远离。
8、根据本实用新型的一实施方式,下模型腔包括设于滑块和顶块上表面的第一部分和设于下模、滑块和顶块上且与第一部分连通的第二部分,第三镶块置于第二部分内,上模型腔与下模型腔的第一部分适配,第一镶块和第二镶块活动连接于第一部分内。
9、根据本实用新型的一实施方式,下模上设有与滑块适配的滑槽,滑块与滑块驱动气缸的驱动端与滑块连接并带动滑块向顶块靠近或远离。
10、根据本实用新型的一实施方式,上模上还连接有挤压块,挤压块上具有避让滑块驱动气缸的缸柱的避让槽,在上模与下模合模后,挤压块将滑块向顶块所在侧挤压。
11、根据本实用新型的一实施方式,挤压块朝向滑块的一侧为第一斜面,滑块的对应面设有与第一斜面适配的第二斜面。
12、根据本实用新型的一实施方式,上模上还连接有第一镶块压块,第一镶块压块上设有与第一镶块适配的避让槽,在上模与下模合模后,第一镶块压块压于第一镶块伸出下模型腔的部分。
13、根据本实用新型的一实施方式,第一镶块和第二镶块上分别设有第一镶块定位块和第二镶块定位块,滑块上设有第一镶块定位槽,顶块上设有第二镶块定位槽,第一镶块定位块设于第一镶块定位槽内,第二镶块定位块设于第二镶块定位槽内。
14、根据本实用新型的一实施方式,下模上设有与第一镶块定位槽连通的第一镶块限位槽,第一镶块在远离滑块的外力的作用下沿第一镶块限位槽滑动。
15、根据本实用新型的一实施方式,滑块、顶块、第一镶块、第二镶块、第三镶块及滑块驱动气缸的数量均为两个,在上模与下模合模后,可以形成两个与待注塑的硅胶制品的外部轮廓适配的型腔,且每个型腔内均设有第一镶块、第二镶块和第三镶块。
16、根据本实用新型的一实施方式,顶针板包括第一顶针板和第二顶针板,第一顶针板设于第二顶针板上方,第一顶针设于第一顶针板上,第二顶针设于第二顶针板,第二顶针板的行程大于第一顶针板的行程。
17、与现有技术相比,本实用新型的硅胶制品的成型模具具有以下优点:
18、本实用新型的硅胶制品的成型模具,注塑机可以自动使硅胶制品从滑块、顶块和第三镶块上脱模,实现了半自动生产,只需人工将第一镶块和第二镶块从硅胶制品内抽出即可得到硅胶制品,实现了半自动生产,在保证了硅胶制品的质量的同时,还缩短了硅胶制品的制作周期,有效的提高了生产效率。
技术特征:
1.一种硅胶制品的成型模具,其特征在于,包括:
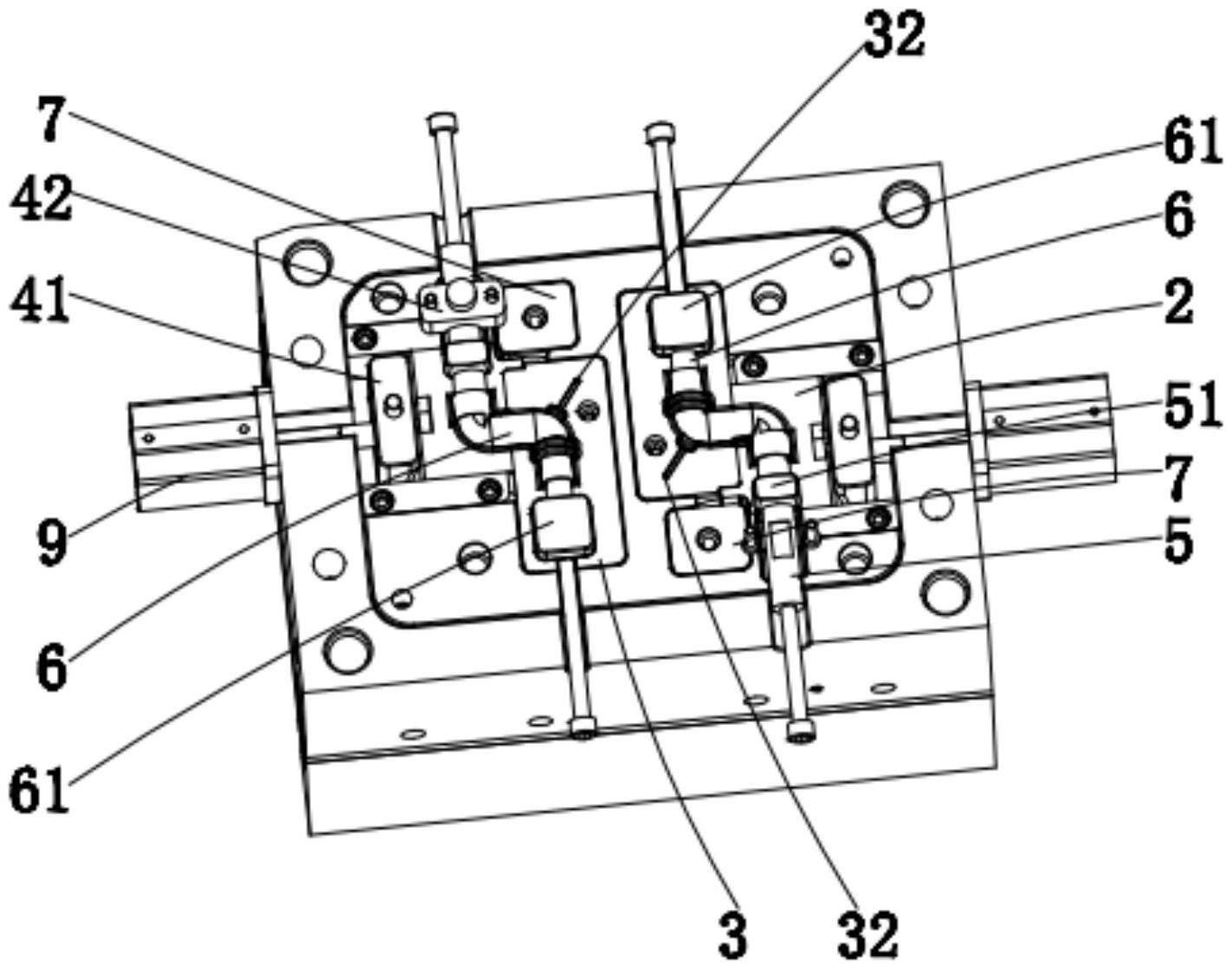
2.根据权利要求1所述的硅胶制品的成型模具,其特征在于,所述下模型腔包括设于所述滑块(2)和顶块(3)上表面的第一部分和设于所述下模(1)、滑块(2)和顶块(3)上且与所述第一部分连通的第二部分,所述第三镶块(7)置于所述第二部分内,所述上模型腔与所述下模型腔的第一部分适配,所述第一镶块(5)和第二镶块(6)活动连接于所述第一部分内。
3.根据权利要求2所述的硅胶制品的成型模具,其特征在于,所述下模(1)上设有与所述滑块(2)适配的滑槽(11),所述滑块(2)与所述滑块驱动气缸(9)的驱动端与所述滑块(2)连接并带动所述滑块(2)向所述顶块(3)靠近或远离。
4.根据权利要求1所述的硅胶制品的成型模具,其特征在于,所述上模(4)上还连接有挤压块(41),所述挤压块(41)上具有避让所述滑块驱动气缸(9)的缸柱的避让槽,在所述上模(4)与所述下模(1)合模后,所述挤压块(41)将所述滑块(2)向所述顶块(3)所在侧挤压。
5.根据权利要求4所述的硅胶制品的成型模具,其特征在于,所述挤压块(41)朝向所述滑块(2)的一侧为第一斜面,所述滑块(2)的对应面设有与所述第一斜面适配的第二斜面。
6.根据权利要求1所述的硅胶制品的成型模具,其特征在于,所述上模(4)上还连接有第一镶块压块(42),所述第一镶块压块(42)上设有与所述第一镶块(5)适配的避让槽,在所述上模(4)与所述下模(1)合模后,所述第一镶块压块(42)压于所述第一镶块(5)伸出所述下模型腔的部分。
7.根据权利要求1所述的硅胶制品的成型模具,其特征在于,所述第一镶块(5)和所述第二镶块(6)上分别设有第一镶块定位块(51)和第二镶块定位块(61),所述滑块(2)上设有第一镶块定位槽(21),所述顶块(3)上设有第二镶块定位槽(31),所述第一镶块定位块(51)设于所述第一镶块定位槽(21)内,所述第二镶块定位块(61)设于第二镶块定位槽(31)内。
8.根据权利要求7所述的硅胶制品的成型模具,其特征在于,所述下模(1)上设有与所述第一镶块定位槽(21)连通的第一镶块限位槽(12),所述第一镶块(5)在远离所述滑块(2)的外力的作用下沿所述第一镶块限位槽(12)滑动。
9.根据权利要求1所述的硅胶制品的成型模具,其特征在于,所述滑块(2)、顶块(3)、第一镶块(5)、第二镶块(6)、第三镶块(7)及滑块驱动气缸(9)的数量均为两个,在所述上模(4)与所述下模(1)合模后,可以形成两个与待注塑的硅胶制品的外部轮廓适配的型腔,且每个型腔内均设有第一镶块(5)、第二镶块(6)和第三镶块(7)。
10.根据权利要求1所述的硅胶制品的成型模具,其特征在于,所述顶针板包括第一顶针板(83)和第二顶针板(84),所述第一顶针板(83)设于第二顶针板(84)上方,所述第一顶针(81)设于所述第一顶针板(83)上,所述第二顶针(82)设于所述第二顶针板(84),所述第二顶针板(84)的行程大于所述第一顶针板(83)的行程。
技术总结
本技术公开了一种硅胶制品的成型模具,包括:下模,其上活动连接有滑块和顶块,下模、滑块和顶块上均设有相互连通的下模型腔;下模上还设有与滑块连接的滑块驱动气缸,上模,其上设有上模型腔;活动连接于下模型腔内的第一镶块和第二镶块及设于下模腔内的第三镶块;顶针组件,其包括顶针板和与顶针板连接的第一顶针和第二顶针,第一顶针和第二顶针分别用于将顶块和第三镶块向上顶起,第二顶针的行程大于第一顶针的行程;与现有技术相比,本技术的硅胶制品的成型模具,只需人工将第一镶块和第二镶块从硅胶制品内抽出即可得到硅胶制品,实现了半自动生产,保证硅胶制品的质量的同时,缩短了硅胶制品的制作周期,提高了生产效率。
技术研发人员:麦毅明
受保护的技术使用者:广东华宇鸿橡塑制品有限公司
技术研发日:20230423
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!