一种轮胎高温硫化设备的制作方法
本技术涉及轮胎生产设备,具体为一种轮胎高温硫化设备。
背景技术:
1、轮胎硫化是指对外胎的硫化,是采用模型加压方式进行的硫化,通常先把轮胎放入到下模中,之后使上模向下移动,并与下模扣合,而开始对轮胎的硫化作业;
2、现有专利公开了cn202222621735.9一种轮胎生产硫化设备,包括框体,所述框体内的上端设置有可升降的上模结构,所述框体内下端设置有可移动的移动板,所述移动板的前端设置有拉手,所述移动板可移动的设置在底板上的凹槽内,所述移动板上设置有下模结构,所述凹槽内的两侧分别设置有多个卡合齿;该专利通过移动式的放料以及取料方式,对轮胎硫化,待轮胎硫化完成后,把轮胎从下模结构中取出,使轮胎在取出和放入时都十分的方便,但该专利文献依旧存在以下问题,整体采用人工的移动方式,在持续的轮胎加工过程中,需要工作人员手动的频繁移动,操作繁琐,并且整体的移动操作效率难以保证,鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现思路
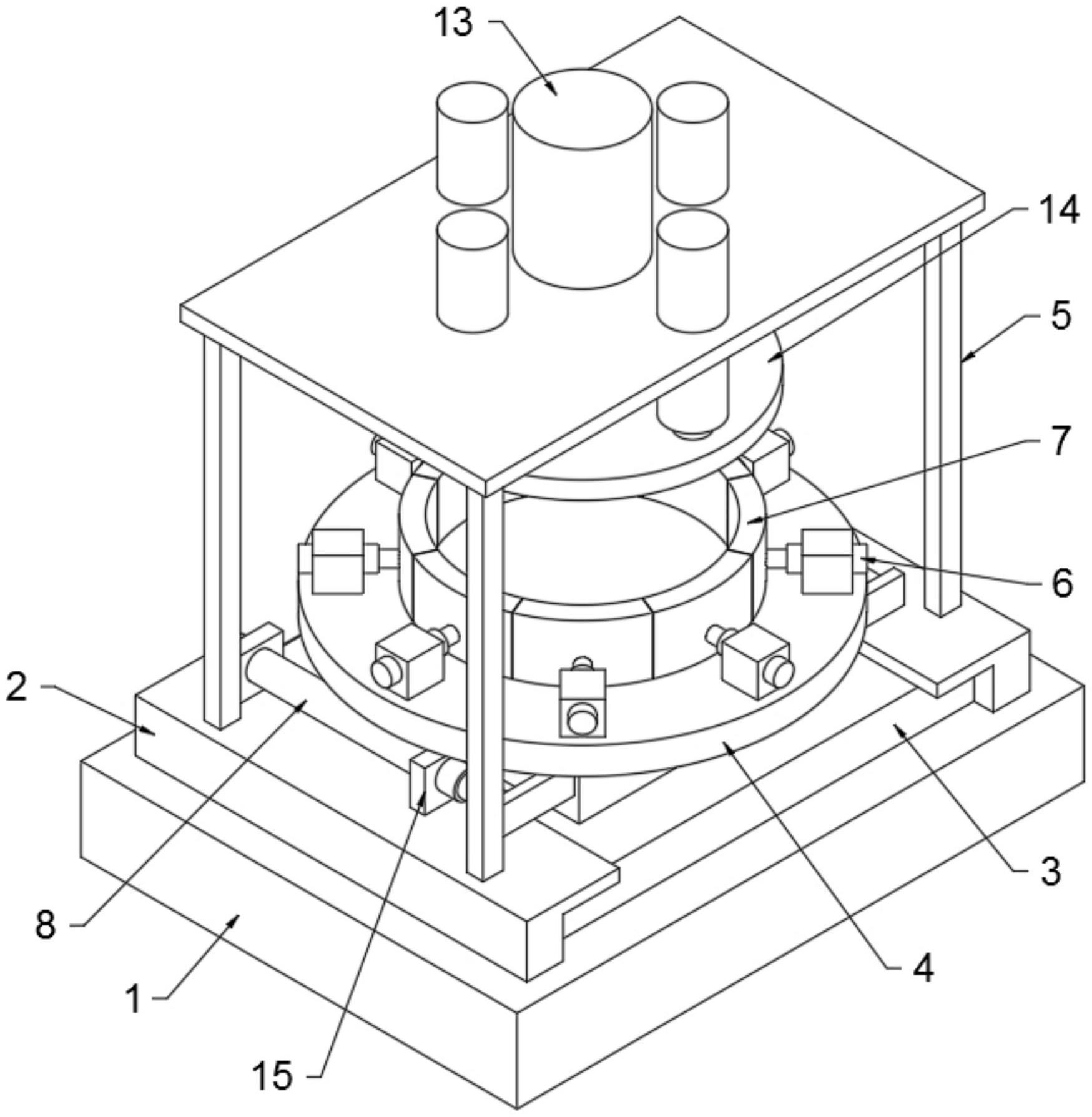
1、为实现以上目的,本实用新型通过以下技术方案予以实现:一种轮胎高温硫化设备,包括底板,所述底板上端设有移动成型结构;
2、所述移动成型结构包括:两个导向框架、移动板、支撑圆台、下模组件、移动固定组件、支撑框架以及上模组件;
3、两个所述导向框架分别安装于所述底板上端两侧,所述移动板两端分别活动嵌装于两个所述导向框架内,所述支撑圆台安装于所述移动板上端,所述下模组件安装于所述支撑圆台上端,所述移动固定组件一端安装于两个所述导向框架上端,且另一端分别与所述支撑圆台下端两侧连接,所述支撑框架安装于两个所述导向框架上端,所述上模组件安装于所述支撑框架内。
4、优选的,所述下模组件包括:八个下模气缸以及八个下模模块;
5、八个所述下模气缸均匀分布于所述支撑圆台上端外侧,八个所述下模模块分别安装于八个所述下模气缸伸缩端上。
6、优选的,所述移动固定组件包括:两个移动气缸、定位气缸、移动套筒、定位销以及定位孔;
7、两个所述移动气缸分别安装于两个所述导向框架上端,且伸缩端分别与所述支撑圆台下端两侧连接,所述定位气缸安装于所述支撑圆台下端后侧,所述移动套筒安装于所述移动板后侧,所述定位销活动嵌装于所述移动套筒内,且与所述定位气缸伸缩端连接,所述定位孔开设于所述底板上壁面后端。
8、优选的,所述上模组件包括:上模气缸以及上模模块;
9、所述上模气缸嵌装于所述支撑框架上端中心处,所述上模模块安装于所述上模气缸伸缩端下侧。
10、优选的,所述移动气缸与所述导向框架连接处设有气缸固定架。
11、优选的,所述定位气缸与所述移动板连接处设有气缸连接板。
12、有益效果
13、本实用新型提供了一种轮胎高温硫化设备,具备以下有益效果:本案采用的移动成型结构,通过设置的多个气缸对其进行移动操作,并且采用插销与插槽的定位方式,可有效的保证下模组件的固定效果,同时与目前的人工移动操作相比,可有效的保证轮胎硫化的整体操作效率。
技术特征:
1.一种轮胎高温硫化设备,包括底板,其特征在于,所述底板上端设有移动成型结构;
2.根据权利要求1所述的一种轮胎高温硫化设备,其特征在于,所述下模组件包括:八个下模气缸以及八个下模模块;
3.根据权利要求1所述的一种轮胎高温硫化设备,其特征在于,所述移动固定组件包括:两个移动气缸、定位气缸、移动套筒、定位销以及定位孔;
4.根据权利要求1所述的一种轮胎高温硫化设备,其特征在于,所述上模组件包括:上模气缸以及上模模块;
5.根据权利要求3所述的一种轮胎高温硫化设备,其特征在于,所述移动气缸与所述导向框架连接处设有气缸固定架。
6.根据权利要求3所述的一种轮胎高温硫化设备,其特征在于,所述定位气缸与所述移动板连接处设有气缸连接板。
技术总结
本技术公开了一种轮胎高温硫化设备,包括底板,所述底板上端设有移动成型结构;所述移动成型结构包括:两个导向框架、移动板、支撑圆台、下模组件、移动固定组件、支撑框架以及上模组件;两个所述导向框架分别安装于所述底板上端两侧,所述移动板两端分别活动嵌装于两个所述导向框架内,本技术涉及轮胎生产设备技术领域,本案采用的移动成型结构,通过设置的多个气缸对其进行移动操作,并且采用插销与插槽的定位方式,可有效的保证下模组件的固定效果,同时与目前的人工移动操作相比,可有效的保证轮胎硫化的整体操作效率。
技术研发人员:闫兴忠,刘宾霞,张守军
受保护的技术使用者:山东创昇动力科技有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!