一种开放式热嘴注塑模具的制作方法
本技术涉及注塑模具,具体涉及一种开放式热嘴注塑模具。
背景技术:
1、注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的材料由热流道及热嘴高压射入注塑成型腔,经冷却固化后,得到成型产品。其中,热流道是通过加热的办法来保证流道和热嘴的塑料保持熔融状态,在流道附近或中心设有加热棒和加热圈,从整个热流道到热嘴的出口都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
2、在现有的注塑模具中,通常是将热流道及热嘴安装在母模仁内部,热嘴与母模仁的成型腔对接并注入熔融的塑胶料,由于热流道及热嘴长时间处于高温状态,在对成型腔注胶时会使母模仁长时间受高温影响,导致冷却固化阶段母模仁的冷却时间变长,从而导致产品成型周期变长,影响生产效率。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种开放式热嘴注塑模具。
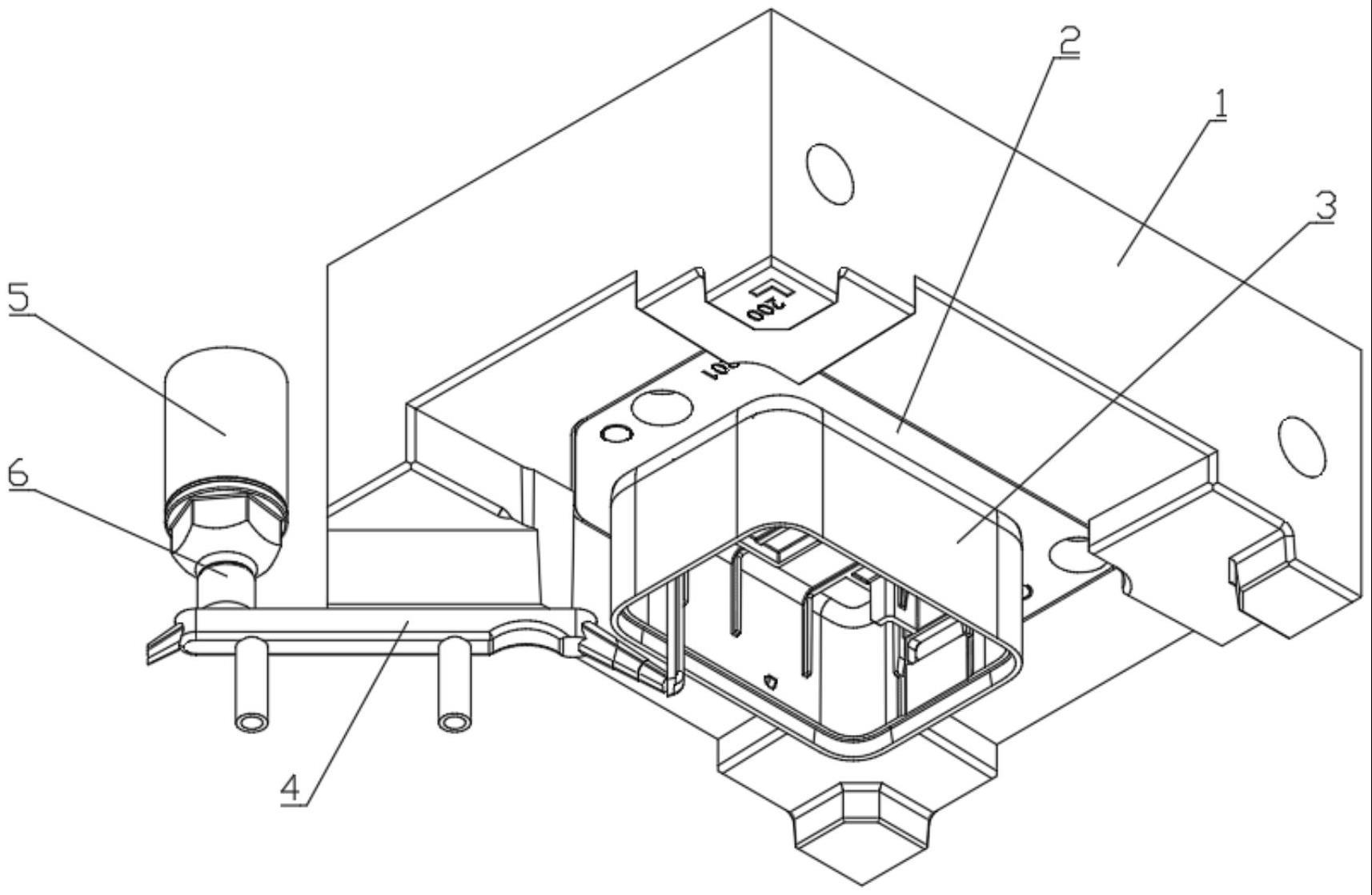
2、本实用新型的目的可以通过以下所述技术方案来实现:一种开放式热嘴注塑模具,包括母模仁,母模仁内设有用于产品成型的注塑成型腔,还包括冷流道、热流道以及热嘴组件,热流道设置于母模仁外侧且热流道的出口端安装有热嘴组件,热嘴组件的出口端连接有冷流道,冷流道包括横向设置的主流道和竖直设置的浇口流道,主流道的一端与热嘴组件的出口端相连接,主流道的另一端连接有分流道,分流道的出口端连接于浇口流道,浇口流道的末端延伸至母模仁的注塑成型腔内。
3、优选的,热嘴组件包括注塑热嘴主体,注塑热嘴主体上固定连接有热嘴接头,热嘴接头与热流道的出口端固定连接。
4、优选的,热嘴接头包括六边形主体,六边形主体的一端与热流道连接、另一端设有与注塑热嘴主体连接的缩口部,缩口部与六边形主体为一体成型结构。
5、优选的,注塑热嘴主体内开设有呈锥形结构的热嘴口,热嘴口的上部直径小于下部直径。
6、优选的,主流道的入口端设置有与热嘴口插套配合的流道入口,流道入口呈锥形结构,且流道入口的上部直径小于下部直径。
7、优选的,流道入口的上端部设有环形的密封槽,密封槽内套设有密封圈。
8、优选的,主流道的底部对称设置有支撑杆。
9、本实用新型的有益效果是:本实用新型通过将热流道及热嘴组件外移,使热流道及热嘴组件与母模仁无直接接触,有效降低热流道及热嘴组件的高温对母模仁的影响,在冷却固化阶段让母模仁冷却更快,产品成型周期减小,提高生产效率。
技术特征:
1.一种开放式热嘴注塑模具,包括母模仁(1),所述母模仁(1)内设有用于产品(3)成型的注塑成型腔(2),其特征在于:还包括冷流道(4)、热流道(5)以及热嘴组件(6),所述热流道(5)设置于母模仁(1)外侧且热流道(5)的出口端安装有热嘴组件(6),所述热嘴组件(6)的出口端连接有冷流道(4),所述冷流道(4)包括横向设置的主流道(41)和竖直设置的浇口流道(46),所述主流道(41)的一端与热嘴组件(6)的出口端相连接,所述主流道(41)的另一端连接有分流道(45),所述分流道(45)的出口端连接于浇口流道(46),所述浇口流道(46)的末端延伸至母模仁(1)的注塑成型腔(2)内。
2.根据权利要求1所述的一种开放式热嘴注塑模具,其特征在于:所述热嘴组件(6)包括注塑热嘴主体(62),所述注塑热嘴主体(62)上固定连接有热嘴接头(61),所述热嘴接头(61)与热流道(5)的出口端固定连接。
3.根据权利要求2所述的一种开放式热嘴注塑模具,其特征在于:所述热嘴接头(61)包括六边形主体(64),所述六边形主体(64)的一端与热流道(5)连接、另一端设有与注塑热嘴主体(62)连接的缩口部(65),所述缩口部(65)与六边形主体(64)为一体成型结构。
4.根据权利要求2所述的一种开放式热嘴注塑模具,其特征在于:所述注塑热嘴主体(62)内开设有呈锥形结构的热嘴口(63),所述热嘴口(63)的上部直径小于下部直径。
5.根据权利要求4所述的一种开放式热嘴注塑模具,其特征在于:所述主流道(41)的入口端设置有与所述热嘴口(63)插套配合的流道入口(43),所述流道入口(43)呈锥形结构,且流道入口(43)的上部直径小于下部直径。
6.根据权利要求5所述的一种开放式热嘴注塑模具,其特征在于:所述流道入口(43)的上端部设有环形的密封槽,所述密封槽内套设有密封圈(44)。
7.根据权利要求1所述的一种开放式热嘴注塑模具,其特征在于:所述主流道(41)的底部对称设置有支撑杆(42)。
技术总结
本技术涉及一种开放式热嘴注塑模具,包括母模仁,母模仁内设有用于产品成型的注塑成型腔,还包括冷流道、热流道以及热嘴组件,热流道设置于母模仁外侧且热流道的出口端安装有热嘴组件,热嘴组件的出口端连接有冷流道,冷流道包括横向设置的主流道和竖直设置的浇口流道,主流道的一端与热嘴组件的出口端相连接,主流道的另一端连接有分流道,分流道的出口端连接于浇口流道,浇口流道的末端延伸至母模仁的注塑成型腔内。本技术通过将热流道及热嘴组件外移,有效降低热流道及热嘴组件的高温对母模仁的影响,在冷却固化阶段让母模仁冷却更快,产品成型周期减小,提高生产效率。
技术研发人员:范绍勇
受保护的技术使用者:东莞晋原电子有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!