阻燃型木门吸塑膜成型装置的制作方法
本技术涉及吸塑膜,尤其涉及阻燃型木门吸塑膜成型装置。
背景技术:
1、阻燃型木门吸塑膜,一般是拿pet、pvc、pp以及ps四类材质做成的,它的原理是把平展的塑料硬片材料加热变软,再通过真空吸附到模具表层,之后冷却成型,通常使用成型模具进行成型。
2、目前吸塑膜成型模具中在材料铺设过程中,无法将原料均匀铺设在下模座内,易造成吸塑膜成型厚度不均匀,影响成型品质,同时其原料进料不均匀,原料注入范围有限,增加了成型周期。
3、因此,有必要提供阻燃型木门吸塑膜成型装置解决上述技术问题。
技术实现思路
1、本实用新型提供阻燃型木门吸塑膜成型装置,解决了目前吸塑膜成型模具中在材料铺设过程中,无法将原料均匀铺设在下模座内,易造成吸塑膜成型厚度不均匀,影响成型品质,同时其原料进料不均匀,原料注入范围有限,增加了成型周期的问题。
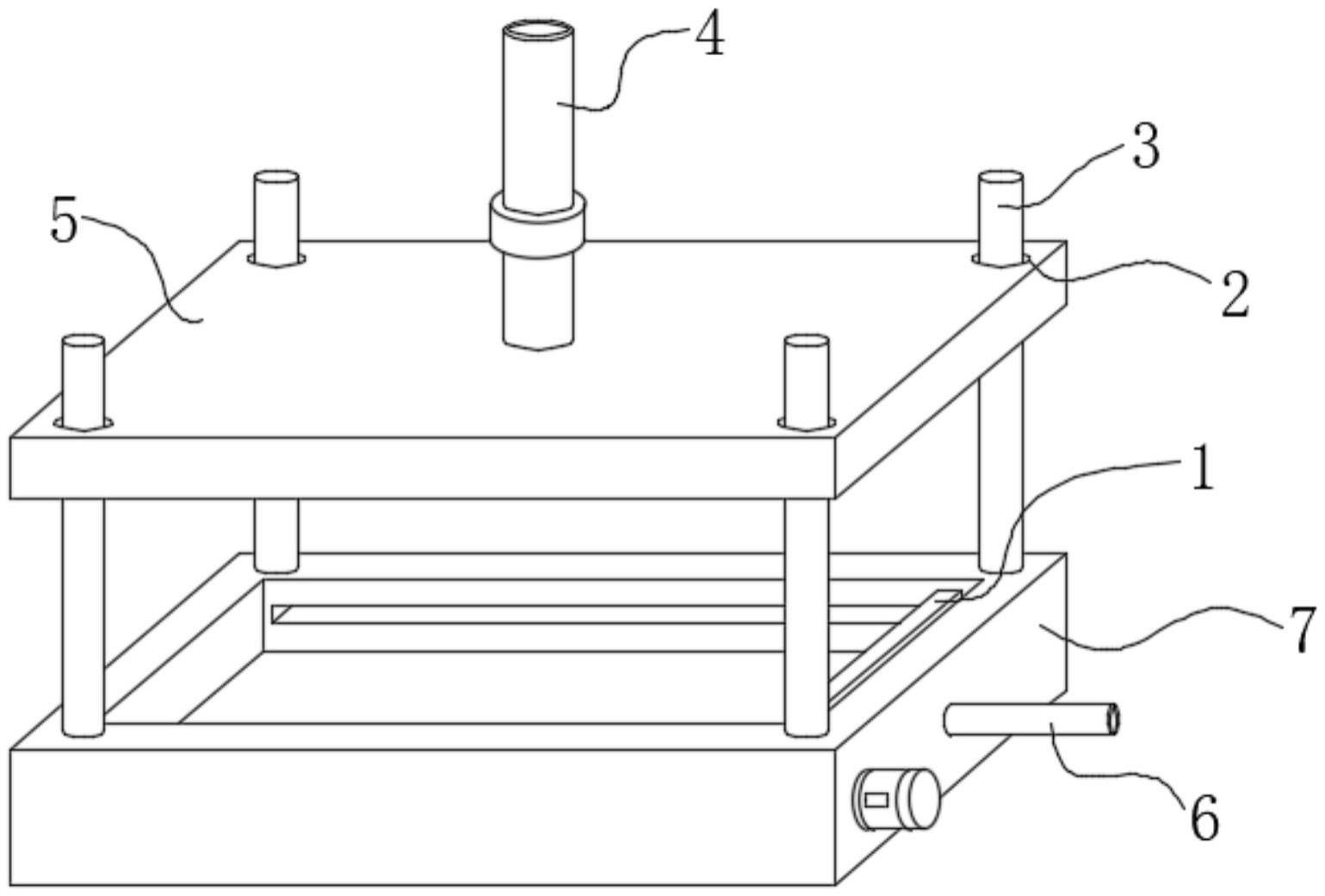
2、为解决上述技术问题,本实用新型提供的阻燃型木门吸塑膜成型装置,包括:
3、上模座;
4、下模座,所述下模座设置在上模座下侧;
5、平摊机构,所述平摊机构设置在下模座的模腔内一侧,所述平摊机构包括支撑板,所述支撑板设置在下模座的模腔内一侧,所述支撑板一侧表面设置丝母,所述丝母与丝杆连接,所述丝杆转动设置在安装槽内,所述安装槽设置在下模座的模腔内一侧表面,所述丝杆一端与位于下模座一侧的驱动电机的驱动轴连接,所述支撑板底部设置弧形推料板;
6、进料机构,所述进料机构设置在上模座上侧面上。
7、优选的,所述支撑板另一侧表面设置导向块,所述导向块一端滑动设置在导向槽内,所述导向槽设置在下模座内的模腔内一侧表面。
8、优选的,所述丝母一侧表面设置限位块,所述限位块一端滑动设置在限位槽内,所述限位槽设置在安装槽内一侧表面。
9、优选的,所述进料机构包括主进料管,所述主进料管设置在上模座上侧面上,所述主进料管一端与分流管连接,所述分流管设置在上模座内,所述分流管上等距设置多组进料头。
10、优选的,所述主进料管上设置流量控制阀。
11、优选的,所述下模座一侧表面设置排气管,所述排气管与外部真空泵连接。
12、优选的,所述下模座上侧面棱角处设置导柱,所述导柱滑动设置在导向孔内,所述导向孔设置在上模座棱角处。
13、与相关技术相比较,本实用新型提供的阻燃型木门吸塑膜成型装置具有如下有益效果:
14、本实用新型提供阻燃型木门吸塑膜成型装置,能够将注入的原料均匀铺设在下模座的模腔内,保证了吸塑膜成型厚度的均匀性,提高成型质量,且能够将原料大范围输送至模腔内,提高输料效率,成型周期短。
技术特征:
1.阻燃型木门吸塑膜成型装置,其特征在于,包括:
2.根据权利要求1所述的阻燃型木门吸塑膜成型装置,其特征在于,所述支撑板另一侧表面设置导向块,所述导向块一端滑动设置在导向槽内,所述导向槽设置在下模座内的模腔内一侧表面。
3.根据权利要求1所述的阻燃型木门吸塑膜成型装置,其特征在于,所述丝母一侧表面设置限位块,所述限位块一端滑动设置在限位槽内,所述限位槽设置在安装槽内一侧表面。
4.根据权利要求1所述的阻燃型木门吸塑膜成型装置,其特征在于,所述进料机构包括主进料管,所述主进料管设置在上模座上侧面上,所述主进料管一端与分流管连接,所述分流管设置在上模座内,所述分流管上等距设置多组进料头。
5.根据权利要求4所述的阻燃型木门吸塑膜成型装置,其特征在于,所述主进料管上设置流量控制阀。
6.根据权利要求1所述的阻燃型木门吸塑膜成型装置,其特征在于,所述下模座一侧表面设置排气管,所述排气管与外部真空泵连接。
7.根据权利要求1所述的阻燃型木门吸塑膜成型装置,其特征在于,所述下模座上侧面棱角处设置导柱,所述导柱滑动设置在导向孔内,所述导向孔设置在上模座棱角处。
技术总结
本技术提供阻燃型木门吸塑膜成型装置,涉及吸塑膜领域,包括:上模座;下模座;平摊机构,所述平摊机构设置在下模座的模腔内一侧,所述平摊机构包括支撑板,所述支撑板设置在下模座的模腔内一侧,所述支撑板一侧表面设置丝母,所述丝母与丝杆连接,所述丝杆转动设置在安装槽内,所述丝杆一端与位于下模座一侧的驱动电机的驱动轴连接,所述支撑板底部设置弧形推料板;进料机构,所述进料机构设置在上模座上侧面上。本技术提供的阻燃型木门吸塑膜成型装置,能够将注入的原料均匀铺设在下模座的模腔内,保证了吸塑膜成型厚度的均匀性,提高成型质量,且能够将原料大范围输送至模腔内,提高输料效率,成型周期短。
技术研发人员:张云,高益,徐黄凯
受保护的技术使用者:南通百晟新材料科技有限责任公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!