一种喷油器专用护帽一出多注塑模具的制作方法
本技术涉及喷油器护帽生产,具体为一种喷油器专用护帽一出多注塑模具。
背景技术:
1、目前在柴油机电控领域,高压共轨式电控燃油喷射系统以其突出的优点而成为柴油机电控的主流技术,而电控喷油器作为该系统的重要执行器部件,其工作性能好坏直接影响着柴油机的整机性能,尤其是喷油器线束与喷油器接线柱的接头处需要很好的保护,来保证喷油器的工作电流通断正常,从而可以满足发动机电控单元对喷油器开启与关闭的精确控制要求。现有技术中一般采用保护帽对喷油器接线柱进行防护。而喷油器专用护帽一般通过注塑模具注塑而成。
2、现有技术中的喷油器专用护帽注塑模具,一般只有一个固定的模腔,如果需要对喷油器专用护帽进行批量生产时,会使得生产效率较低,所需的注塑模具数量较多,使得生产成本较高;另外,现有技术中的喷油器专用护帽注塑模具在产品注塑成型后,还需要人工手动将产品从模具型腔内扣出,使得工人劳动强度大。
3、为此,我们推出一种喷油器专用护帽一出多注塑模具。
技术实现思路
1、本实用新型的目的在于提供一种喷油器专用护帽一出多注塑模具,以解决上述背景技术中提出的问题。
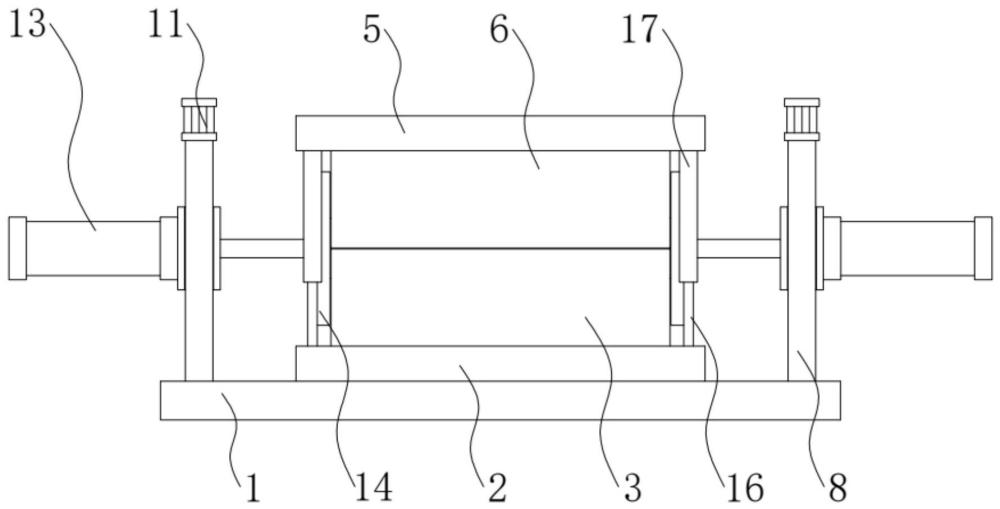
2、为实现上述目的,本实用新型提供如下技术方案:一种喷油器专用护帽一出多注塑模具,包括底座、设于底座上端的下模机构、设于下模机构上端的上模机构和设于底座上端的抽芯脱模机构;
3、所述下模机构包括固定设于底座上端中部的下模座,所述下模座上端固定设有下模仁,所述下模仁上端面左右两侧均等距开设有下凹腔,左右两侧所述下凹腔相互远离的一侧面均设有下开口;
4、所述上模机构包括上模座,所述上模座下端固定设有上模仁,所述上模仁下端面左右两侧均等距开设有上凹腔,左右两侧所述上凹腔相互远离的一侧面均设有上开口,所述上凹腔与下凹腔一一对应且组成型腔;
5、所述抽芯脱模机构包括固定设于底座上端且位于下模机构左右两侧的侧板,所述侧板中部开设有矩形孔,所述矩形孔内通过轴承转动设有丝杆,所述侧板上端固定安装有电机,所述电机的输出轴与丝杆固定连接,所述丝杆上螺纹连接有移动座,所述移动座外侧固定设有气缸,所述气缸的输出端末端固定设有封板,所述封板内侧面等距固定设有抽芯块,所述抽芯块与型腔一一对应。
6、所述下模座上端面四角均固定设有定位柱,所述上模座下端面四角均固定设有与定位柱相匹配的定位套。在上模机构与下模机构合模时,上模机构向下移动过程中,定位套插在定位柱外侧,从而对上模机构和下模机构进行快速定位,提高上模机构和下模机构合模的精确度。
7、所述上模座中部开设有注塑口,所述上模仁下端面且位于左右两侧所述上凹腔之间开设有与注塑口相连通的主流道,所述上模仁下端面且位于主流道左右两侧开设有用于连通主流道和上凹腔的分流道。注塑溶液从注塑口注入,然后经过主流道和分流道分别进入各个上凹腔与下凹腔组成的型腔内,从而将产品注塑成型。
8、所述矩形孔内固定设有第一导向杆,所述移动座上开设有供第一导向杆穿过的第一导向孔,所述第一导向杆和丝杆分别位于矩形孔内的前后两侧。使得第一导向杆和丝杆不会妨碍气缸输出端和第二导向杆在移动座内穿插移动。
9、所述封板外侧面且位于气缸前后两端均固定设有第二导向杆,所述移动座上开设有供第二导向杆穿过的第二导向孔。在气缸驱动封板进行左右移动时,第二导向杆在第二导向孔内左右滑动,对封板起到导向作用,使得封板在左右移动时不会发生倾斜。
10、与现有技术相比,本实用新型的有益效果是:本实用新型首先将上模机构与下模机构进行合模,然后将抽芯脱模机构的抽芯块插入上凹腔与下凹腔组成的型腔内,再进行注塑,注塑溶液从注塑口注入,经过主流道和分流道分别进入各个型腔内,待冷却形成产品;冷却成型后脱模时,首先通过抽芯脱模机构的气缸反向工作,将抽芯块从产品内抽出,然后将上模机构与下模机构分离,再通过抽芯脱模机构的气缸工作将抽芯块再次插入产品内,其次通过抽芯脱模机构的电机工作,驱动丝杆转动,使得移动座在第一导向杆的导向作用下向上移动,从而带动产品脱离下模机构的下凹腔,最后工作人员将产品从抽芯块上取下即可,使得冷却成型后的产品脱模效率更高。
技术特征:
1.一种喷油器专用护帽一出多注塑模具,其特征在于:包括底座(1)、设于底座(1)上端的下模机构、设于下模机构上端的上模机构和设于底座(1)上端的抽芯脱模机构;
2.根据权利要求1所述的一种喷油器专用护帽一出多注塑模具,其特征在于:所述下模座(2)上端面四角均固定设有定位柱(16),所述上模座(5)下端面四角均固定设有与定位柱(16)相匹配的定位套(17)。
3.根据权利要求1所述的一种喷油器专用护帽一出多注塑模具,其特征在于:所述上模座(5)中部开设有注塑口(18),所述上模仁(6)下端面且位于左右两侧所述上凹腔(7)之间开设有与注塑口(18)相连通的主流道(19),所述上模仁(6)下端面且位于主流道(19)左右两侧开设有用于连通主流道(19)和上凹腔(7)的分流道(20)。
4.根据权利要求1所述的一种喷油器专用护帽一出多注塑模具,其特征在于:所述矩形孔(9)内固定设有第一导向杆(21),所述移动座(12)上开设有供第一导向杆(21)穿过的第一导向孔,所述第一导向杆(21)和丝杆(10)分别位于矩形孔(9)内的前后两侧。
5.根据权利要求1所述的一种喷油器专用护帽一出多注塑模具,其特征在于:所述封板(14)外侧面且位于气缸(13)前后两端均固定设有第二导向杆(22),所述移动座(12)上开设有供第二导向杆(22)穿过的第二导向孔。
技术总结
本技术涉及喷油器护帽生产技术领域,具体的说是一种喷油器专用护帽一出多注塑模具,包括底座、设于底座上端的下模机构、设于下模机构上端的上模机构和设于底座上端的抽芯脱模机构;所述下模机构包括固定设于底座上端中部的下模座,所述下模座上端固定设有下模仁。本技术在产品冷却成型后脱模时,首先通过抽芯脱模机构的气缸反向工作,将抽芯块从产品内抽出,然后将上模机构与下模机构分离,通过抽芯脱模机构的气缸工作将抽芯块再次插入产品内,通过抽芯脱模机构的电机工作,驱动丝杆转动,使得移动座向上移动,从而带动产品脱离下模机构的下凹腔,最后工作人员将产品从抽芯块上取下即可,使得冷却成型后的产品脱模效率更高。
技术研发人员:陆曦峰
受保护的技术使用者:无锡市亿高精密模塑技术有限公司
技术研发日:20230512
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!