一种零件成型模具的制作方法
本技术涉及成型模具,具体为一种零件成型模具。
背景技术:
1、成型模具,也称型模,依据实物的形状和结构按比例制成的模具,用压制或浇灌的方法使材料成为一定形状的工具,不相同的塑料成型方法,要求使用不同原理和结构特点的成型模具,在对零件生产的过程中,就需要一种零件成型模具。
2、其中最常见的一种是注塑成型模具:塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑成型所用的模具就叫注塑成型模具。注塑模具主要用于热塑性塑料制品的成型,不过近年来亦越来越多用于热固性塑料的成型。注塑成型在塑料制品的成型中占有极大的比例,因而塑料成型模具的生产中约有一大半都是注塑模具。
3、但是现有的模具在注塑的过程中无法将注塑材料快速的摊平,只能依靠注塑材料自身流动,影响了注塑成型时间和注塑效果。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种零件成型模具,解决了现有的模具在注塑的过程中无法将注塑材料快速的摊平,只能依靠注塑材料自身流动,影响了注塑成型时间和注塑效果的问题。
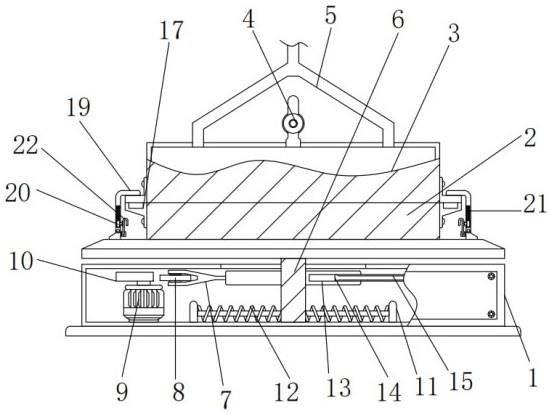
2、为实现上述目的,本实用新型通过以下技术方案予以实现:一种零件成型模具,包括壳体,所述壳体的上方设置有下模,所述下模的顶部贴合有上模,所述上模的顶部两侧通孔均连通有注塑管,所述上模的顶部安装有真空泵,所述壳体的内部设置有移动机构,移动机构包括电机、偏心轮、横杆、板体、滑轨和第一弹簧,所述电机的底部与壳体的内壁底部固定连接,所述电机的输出端固接有偏心轮,所述偏心轮的一侧设置有与下模底部相固接的板体,所述板体的底部与壳体的内壁底部相贴合,所述板体的下方通孔滑动卡接有固定在壳体内壁底部的滑轨,所述滑轨的外壁两侧均活动相连有第一弹簧,两个所述第一弹簧的两端分别与滑轨的两侧和板体的两侧固定连接,所述板体的一侧固接有横杆。
3、优选的,所述板体的一侧固接有横筒,所述横筒的内壁活动相连有杆体,所述杆体的一端与壳体的内壁一侧固定连接,所述杆体的外壁安装有橡胶圈,所述横杆的一侧安装有圆轮。
4、优选的,所述上模和下模的一侧分别固接有第一板体和第二板体,所述第一板体的底部固接有定位块,所述定位块的外壁与第二板体的顶部凹槽活动相连。
5、优选的,所述第一板体的顶部贴合有弯板,所述弯板的下方通过销轴与壳体的顶部转动相连,所述弯板的一侧凹槽滑动卡接有滑块,所述滑块的顶部通过第二弹簧与弯板的凹槽顶部固定连接,所述滑块的一侧固接有插杆,所述插杆的外壁下方活动相连有方块,所述方块的一侧与壳体的上方固定连接。
6、优选的,所述插杆的外壁下方与方块的顶部凹槽形状相契合。
7、有益效果
8、本实用新型提供了一种零件成型模具。具备以下有益效果:该零件成型模具通过横杆、圆轮和电机之间的配合,实现了对模具的左右晃动,实现了内部注塑原料的快速摊平,解决了现有的模具在注塑的过程中无法将注塑材料快速的摊平,只能依靠注塑材料自身流动,影响了注塑成型时间和注塑效果的问题。
9、通过定位块、弯板和滑块之间的配合,实现了对上模和下模的定位,避免出现错位造成废件的产生,提高了成品率。
技术特征:
1.一种零件成型模具,包括壳体(1),其特征在于:所述壳体(1)的上方设置有下模(2),所述下模(2)的顶部贴合有上模(3),所述上模(3)的顶部两侧通孔均连通有注塑管(5),所述上模(3)的顶部安装有真空泵(4),所述壳体(1)的内部设置有移动机构;
2.根据权利要求1所述的一种零件成型模具,其特征在于:所述板体(6)的一侧固接有横筒(13),所述横筒(13)的内壁活动相连有杆体(14),所述杆体(14)的一端与壳体(1)的内壁一侧固定连接,所述杆体(14)的外壁安装有橡胶圈(15),所述横杆(7)的一侧安装有圆轮(8)。
3.根据权利要求1所述的一种零件成型模具,其特征在于:所述上模(3)和下模(2)的一侧分别固接有第一板体(16)和第二板体(18),所述第一板体(16)的底部固接有定位块(17),所述定位块(17)的外壁与第二板体(18)的顶部凹槽活动相连。
4.根据权利要求3所述的一种零件成型模具,其特征在于:所述第一板体(16)的顶部贴合有弯板(19),所述弯板(19)的下方通过销轴与壳体(1)的顶部转动相连,所述弯板(19)的一侧凹槽滑动卡接有滑块(20),所述滑块(20)的顶部通过第二弹簧(21)与弯板(19)的凹槽顶部固定连接,所述滑块(20)的一侧固接有插杆(22),所述插杆(22)的外壁下方活动相连有方块(23),所述方块(23)的一侧与壳体(1)的上方固定连接。
5.根据权利要求4所述的一种零件成型模具,其特征在于:所述插杆(22)的外壁下方与方块(23)的顶部凹槽形状相契合。
技术总结
本技术公开了一种零件成型模具,包括壳体,所述电机的输出端固接有偏心轮,所述偏心轮的一侧设置有与下模底部相固接的板体,所述板体的底部与壳体的内壁底部相贴合,所述板体的下方通孔滑动卡接有固定在壳体内壁底部的滑轨,所述滑轨的外壁两侧均活动相连有第一弹簧,两个所述第一弹簧的两端分别与滑轨的两侧和板体的两侧固定连接,所述板体的一侧固接有横杆。本技术涉及成型模具技术领域,通过横杆、圆轮和电机之间的配合,实现了对模具的左右晃动,实现了内部注塑原料的快速摊平,解决了现有的模具在注塑的过程中无法将注塑材料快速的摊平,只能依靠注塑材料自身流动,影响了注塑成型时间和注塑效果的问题。
技术研发人员:王兴飞,刘然
受保护的技术使用者:哈尔滨天河机械制造有限公司
技术研发日:20230520
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!