分体式多头咀组装结构的制作方法
本技术属于模具,尤其涉及一种分体式多头咀组装结构。
背景技术:
1、模具中常规的热咀结构包括热咀本体和咀芯,咀芯通过螺栓固定的方式连接在热咀本体的底部,当热咀本体受热时,热咀本体发生热膨胀作用,咀芯的浇口位置发生位移,由于浇口和产品型腔需要密封配合封胶作业,浇口位置位移会造成封胶位置发生变形或开裂,造成塑胶件的泄漏。
2、现有专利文献号为cn202122546392.x热咀系统,公开了热咀本体形成有定位孔,咀芯一端形成有定位部,定位部插入定位孔。上述热咀系统虽然采用咀芯和热咀本体通过定位孔和定位部插装配合,但是咀芯是安装在热咀本体内的,当热咀本体发生热膨胀作用,仍然会存在上述咀芯的浇口位置发生位移的现象,对于封胶质量较高的产品无法有效适用。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供分体式多头咀组装结构,从而实现咀芯和热咀本体分体设计,热咀本体受热膨胀作用不影响咀芯的浇口位置,确保塑胶产品成型时封胶的质量。为了达到上述目的,本实用新型技术方案如下:
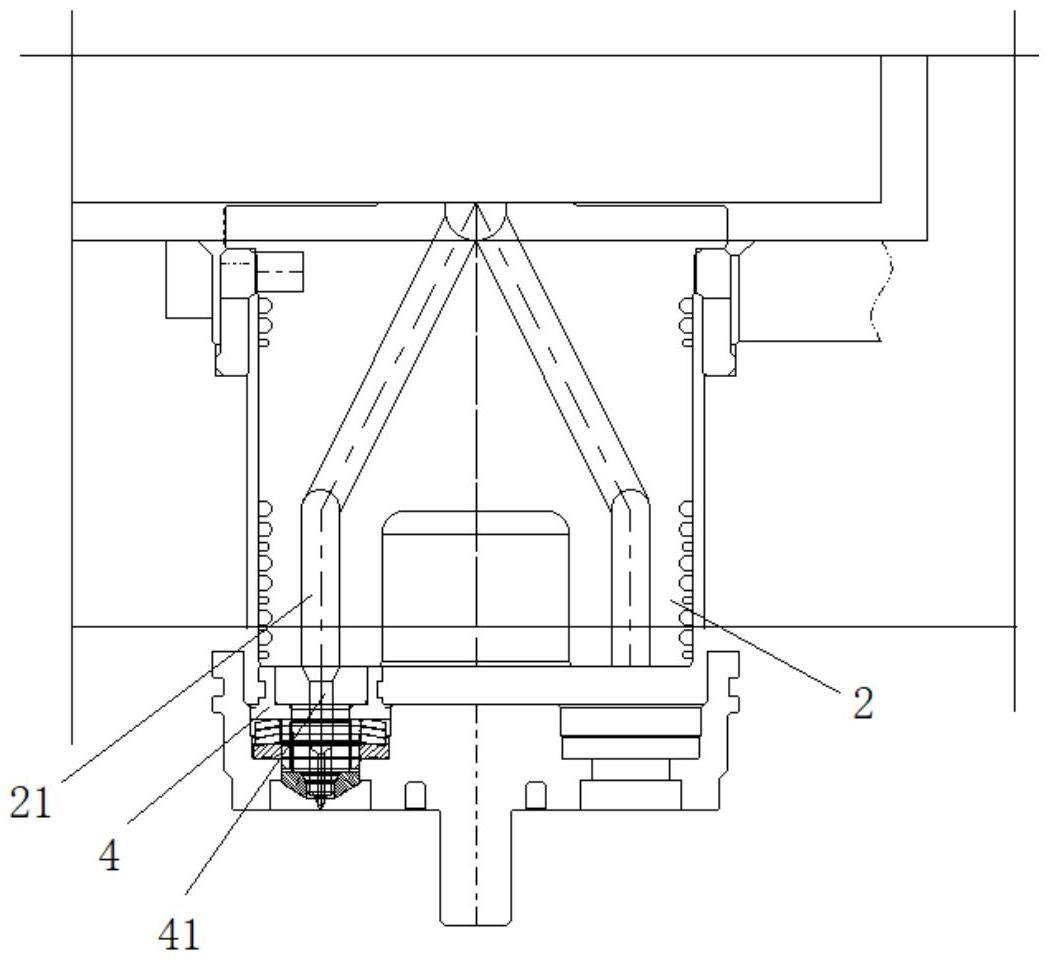
2、分体式多头咀组装结构,包括上垫板、嵌入上垫板内的流道板、以及定位于上垫板内且与流道板内注胶流道连通的若干热咀本体,所述热咀本体内设置有若干第一流道,所述热咀本体的底部设置有与其匹配对接的型腔镶件,所述型腔镶件安装于上模板,所述型腔镶件的内部设置有若干贯通的定位孔,所述定位孔中设置有限位插接的咀芯,所述咀芯内设置有与第一流道对位连通的第二流道。
3、具体的,所述上模板设置于上垫板的底部。
4、具体的,所述热咀本体从顶端中心设置有分支延伸至其底端的若干第一流道。
5、具体的,若干所述第一流道绕热咀本体的轴心均匀分布。
6、具体的,所述型腔镶件的顶部设置有与热咀本体的底部对应的定位槽。
7、具体的,所述定位槽的槽底设置有环绕布置的若干定位孔,所述定位孔内设置有用于挂接咀芯的挂台。
8、具体的,若干所述定位孔沿定位槽的周向等距间隔排布。
9、具体的,所述定位槽的槽底设置有可拆卸的限位叉板,所述限位叉板的周向设置有若干叉块,所述叉块延伸至相邻定位孔之间,且各叉块抵靠限位一咀芯的侧边。
10、具体的,所述咀芯的外壁周向下部设置有环形部,所述环形部定位于挂台上。
11、具体的,所述咀芯的外壁周向上部设置有环槽,所述叉块限位于环槽内。
12、与现有技术相比,本实用新型分体式多头咀组装结构的有益效果主要体现在:
13、通过将咀芯安装在型腔镶件,咀芯与热咀本体分离,咀芯不会受到热咀本体受热膨胀的影响,进而咀芯的浇口位置不会发生位移,确保了产品封胶的质量;型腔镶件内通过挂台的方式定位咀芯,同时利用限位叉板和叉块有效定位周向布置的若干咀芯,咀芯能快速定位,且定位稳定。
技术特征:
1.分体式多头咀组装结构,包括上垫板、嵌入上垫板内的流道板、以及定位于上垫板内且与流道板内注胶流道连通的若干热咀本体,所述热咀本体内设置有若干第一流道,其特征在于:所述热咀本体的底部设置有与其匹配对接的型腔镶件,所述型腔镶件安装于上模板,所述型腔镶件的内部设置有若干贯通的定位孔,所述定位孔中设置有限位插接的咀芯,所述咀芯内设置有与第一流道对位连通的第二流道。
2.根据权利要求1所述的分体式多头咀组装结构,其特征在于:所述上模板设置于上垫板的底部。
3.根据权利要求1所述的分体式多头咀组装结构,其特征在于:所述热咀本体从顶端中心设置有分支延伸至其底端的若干第一流道。
4.根据权利要求3所述的分体式多头咀组装结构,其特征在于:若干所述第一流道绕热咀本体的轴心均匀分布。
5.根据权利要求1所述的分体式多头咀组装结构,其特征在于:所述型腔镶件的顶部设置有与热咀本体的底部对应的定位槽。
6.根据权利要求5所述的分体式多头咀组装结构,其特征在于:所述定位槽的槽底设置有环绕布置的若干定位孔,所述定位孔内设置有用于挂接咀芯的挂台。
7.根据权利要求6所述的分体式多头咀组装结构,其特征在于:若干所述定位孔沿定位槽的周向等距间隔排布。
8.根据权利要求5所述的分体式多头咀组装结构,其特征在于:所述定位槽的槽底设置有可拆卸的限位叉板,所述限位叉板的周向设置有若干叉块,所述叉块延伸至相邻定位孔之间,且各叉块抵靠限位一咀芯的侧边。
9.根据权利要求6所述的分体式多头咀组装结构,其特征在于:所述咀芯的外壁周向下部设置有环形部,所述环形部定位于挂台上。
10.根据权利要求8所述的分体式多头咀组装结构,其特征在于:所述咀芯的外壁周向上部设置有环槽,所述叉块限位于环槽内。
技术总结
本技术揭示了分体式多头咀组装结构,包括上垫板、嵌入上垫板内的流道板、以及定位于上垫板内且与流道板内注胶流道连通的若干热咀本体,所述热咀本体内设置有若干第一流道,所述热咀本体的底部设置有与其匹配对接的型腔镶件,所述型腔镶件安装于上模板,所述型腔镶件的内部设置有若干贯通的定位孔,所述定位孔中设置有限位插接的咀芯,所述咀芯内设置有与第一流道对位连通的第二流道。本技术实现了咀芯和热咀本体分体设计,热咀本体受热膨胀作用不影响咀芯的浇口位置,确保塑胶产品成型时封胶的质量。
技术研发人员:刘常安
受保护的技术使用者:昆山准达热流道有限公司
技术研发日:20230523
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!