食品包装容器注塑模具的制作方法
本技术属于模具,涉及一种食品包装容器注塑模具。
背景技术:
1、食品包装模具一般通过注塑成型,但对于一些壁厚较小的食品包装容器来说,其在注塑成型后的顶出阶段很容易因和下模板粘连过紧导致被顶坏,这种薄壁食品包装容器的生产合格率较低。
2、如中国专利公开了一种容器类塑料件模具[申请号:201621479691.9],包括凸模和凹模,所述凸模固定在工作台的上表面,所述工作台下方固定有底座,所述凹模上表面设置有升降杆和注塑口,所述注塑口位于凹模的中心处,所述底座上固定设置有气缸,所述气缸的活塞杆上设置有脱模结构,所述脱模结构包括顶料盘、脱模杆和支撑盘。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种食品包装容器注塑模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
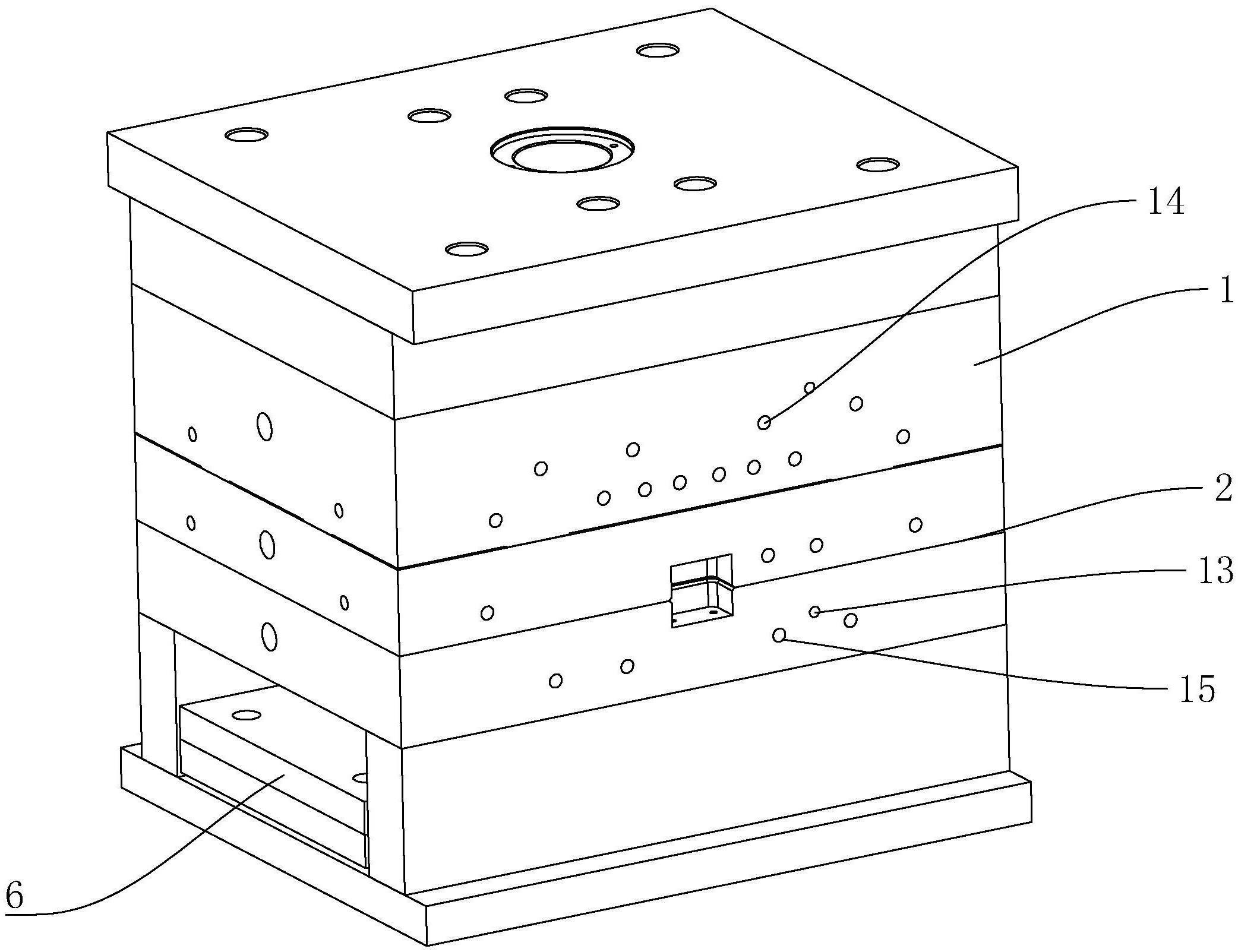
3、一种食品包装容器注塑模具,包括上模板和下模板,所述的上模板上设有两个向内凹陷的成型槽,所述的下模板上凸出设置有两个成型块,两个成型块沿下模板的中心线对称设置且分别插入至两个成型槽内,所述的下模板内还设有两个和成型块对应设置的气顶针结构,所述的上模板和下模板内还分别设置有上冷却结构和下冷却结构。
4、在上述的食品包装容器注塑模具中,所述的气顶针结构包括设置于下模板下侧的顶针固定板以及具有气顶结构的直顶组件,所述的直顶组件顶端和成型块上端面齐平。
5、在上述的食品包装容器注塑模具中,所述的直顶组件包括直顶杆和直顶块,所述的直顶块顶部和成型块上端面齐平且底部通过直顶杆和顶针固定板相连。
6、在上述的食品包装容器注塑模具中,所述的气顶结构包括设置于直顶杆内的一号气顶通道和设置于直顶块内的二号气顶通道,所述的二号气顶通道和成型块连通且二号气顶通道顶部设有阀门件。
7、在上述的食品包装容器注塑模具中,所述的下模板上还设有用于向一号气顶通道送气的气体流道,且当直顶块顶部和成型块上端面齐平时,一号气顶通道和气体流道连通。
8、在上述的食品包装容器注塑模具中,所述的阀门件包括电磁阀。
9、在上述的食品包装容器注塑模具中,所述的上冷却结构包括若干水平设置的上冷却流道。
10、在上述的食品包装容器注塑模具中,所述的下冷却结构包括若干水平设置在下模板上的一号下冷却流道,所述的一号下冷却流道顶部设有若干竖直延伸至成型块内的二号下冷却流道。
11、在上述的食品包装容器注塑模具中,所述的成型块包括与下模板一体成型的下成型部和可拆卸设置的上成型部。
12、在上述的食品包装容器注塑模具中,所述的成型块的截面面积从下至上之间减小。
13、与现有的技术相比,本实用新型的优点在于:
14、1、成型槽和成型块能组合形成用于注塑成型食品包装容器的成型腔,在容器注塑成型后,气顶针结构能从成型块和成型腔的连接处向成型腔内喷气使容器和成型块脱离,待容器和成型块脱离后再将产品顶出,以防止因绒容器和成型块粘连过紧而导致容器被顶坏。
15、2、上冷却结构和下冷却结构能从成型腔的上下侧同时对成型腔内的容器进行冷却以提高产品的冷却效率。
16、3、在产品顶出前,向直顶杆内的一号气顶通道内通气能通过直顶块内的二号气顶通道将气体输入至成型腔中从而能够使容器和成型块脱离,再通过顶针固定板驱动直顶杆竖直向上移动从而能够将容器和成型块脱离。
17、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种食品包装容器注塑模具,包括上模板(1)和下模板(2),其特征在于,所述的上模板(1)上设有两个向内凹陷的成型槽(3),所述的下模板(2)上凸出设置有两个成型块(4),两个成型块(4)沿下模板(2)的中心线对称设置且分别插入至两个成型槽(3)内,所述的下模板(2)内还设有两个和成型块(4)对应设置的气顶针结构(5),所述的上模板(1)和下模板(2)内还分别设置有上冷却结构和下冷却结构。
2.根据权利要求1所述的食品包装容器注塑模具,其特征在于,所述的气顶针结构(5)包括设置于下模板(2)下侧的顶针固定板(6)以及具有气顶结构的直顶组件(7),所述的直顶组件(7)顶端和成型块(4)上端面齐平。
3.根据权利要求2所述的食品包装容器注塑模具,其特征在于,所述的直顶组件(7)包括直顶杆(8)和直顶块(9),所述的直顶块(9)顶部和成型块(4)上端面齐平且底部通过直顶杆(8)和顶针固定板(6)相连。
4.根据权利要求3所述的食品包装容器注塑模具,其特征在于,所述的气顶结构包括设置于直顶杆(8)内的一号气顶通道(10)和设置于直顶块(9)内的二号气顶通道(11),所述的二号气顶通道(11)和成型块(4)连通且二号气顶通道(11)顶部设有阀门件(12)。
5.根据权利要求4所述的食品包装容器注塑模具,其特征在于,所述的下模板(2)上还设有用于向一号气顶通道(10)送气的气体流道(13),且当直顶块(9)顶部和成型块(4)上端面齐平时,一号气顶通道(10)和气体流道(13)连通。
6.根据权利要求4所述的食品包装容器注塑模具,其特征在于,所述的阀门件(12)包括电磁阀。
7.根据权利要求1所述的食品包装容器注塑模具,其特征在于,所述的上冷却结构包括若干水平设置的上冷却流道(14)。
8.根据权利要求1所述的食品包装容器注塑模具,其特征在于,所述的下冷却结构包括若干水平设置在下模板(2)上的一号下冷却流道(15),所述的一号下冷却流道(15)顶部设有若干竖直延伸至成型块(4)内的二号下冷却流道(16)。
9.根据权利要求1所述的食品包装容器注塑模具,其特征在于,所述的成型块(4)包括与下模板(2)一体成型的下成型部(17)和可拆卸设置的上成型部(18)。
10.根据权利要求1所述的食品包装容器注塑模具,其特征在于,所述的成型块(4)的截面面积从下至上之间减小。
技术总结
本技术提供了一种食品包装容器注塑模具,属于模具技术领域。它包括上模板和下模板,所述的上模板上设有两个向内凹陷的成型槽,所述的下模板上凸出设置有两个成型块,两个成型块沿下模板的中心线对称设置且分别插入至两个成型槽内,所述的下模板内还设有两个和成型块对应设置的气顶针结构,所述的上模板和下模板内还分别设置有上冷却结构和下冷却结构。成型槽和成型块能组合形成用于注塑成型食品包装容器的成型腔,在容器注塑成型后,气顶针结构能从成型块和成型腔的连接处向成型腔内喷气使容器和成型块脱离,待容器和成型块脱离后再将产品顶出,以防止因绒容器和成型块粘连过紧而导致容器被顶坏。
技术研发人员:张峰
受保护的技术使用者:台州市富龙塑胶有限公司
技术研发日:20230530
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!