一种潜浇口无料屑脱模机构和注塑模具的制作方法
本技术涉及注塑模具领域,具体涉及一种潜浇口无料屑脱模机构和具有该潜浇口无料屑脱模机构的注塑模具。
背景技术:
1、注塑模具用于一体成型塑料产品,为了保证注塑产品的外观,潜浇口(即潜伏式浇口)得到广泛的运用。潜浇口的优点在于一般都在塑件的内表面或侧面隐蔽处,不影响制品外观;制品成型后,在顶出时会与塑件自动拉断,易于实现生产自动化;同时,由于潜伏式浇口可设置在制品表面见不到的筋、柱上,成型时不会在制品表面留下由于喷射带来的喷痕和气纹。但是,由于产品在脱模时直接向前顶出,因此潜浇口也存在如下缺陷:由于潜伏式浇口潜入分型面下面,沿斜向进入型腔,因此,前模的注胶镶件需要深入后模,之后在后模上开设连通注胶镶件的进胶通道并倾斜向前延伸至型腔的过渡通道,如此,导致料程长(即进胶长度长),注射压力损失大;固化成型后料头长,浪费原料;同时,产品在直接向前顶出时会与浇口残料进行刮碰而产生料屑,料屑的产生严重影响产品生产良率和生产效率。
技术实现思路
1、为此,本实用新型为解决上述问题,提供一种潜浇口无料屑脱模机构和注塑模具。
2、为实现上述目的,本实用新型提供的技术方案如下:
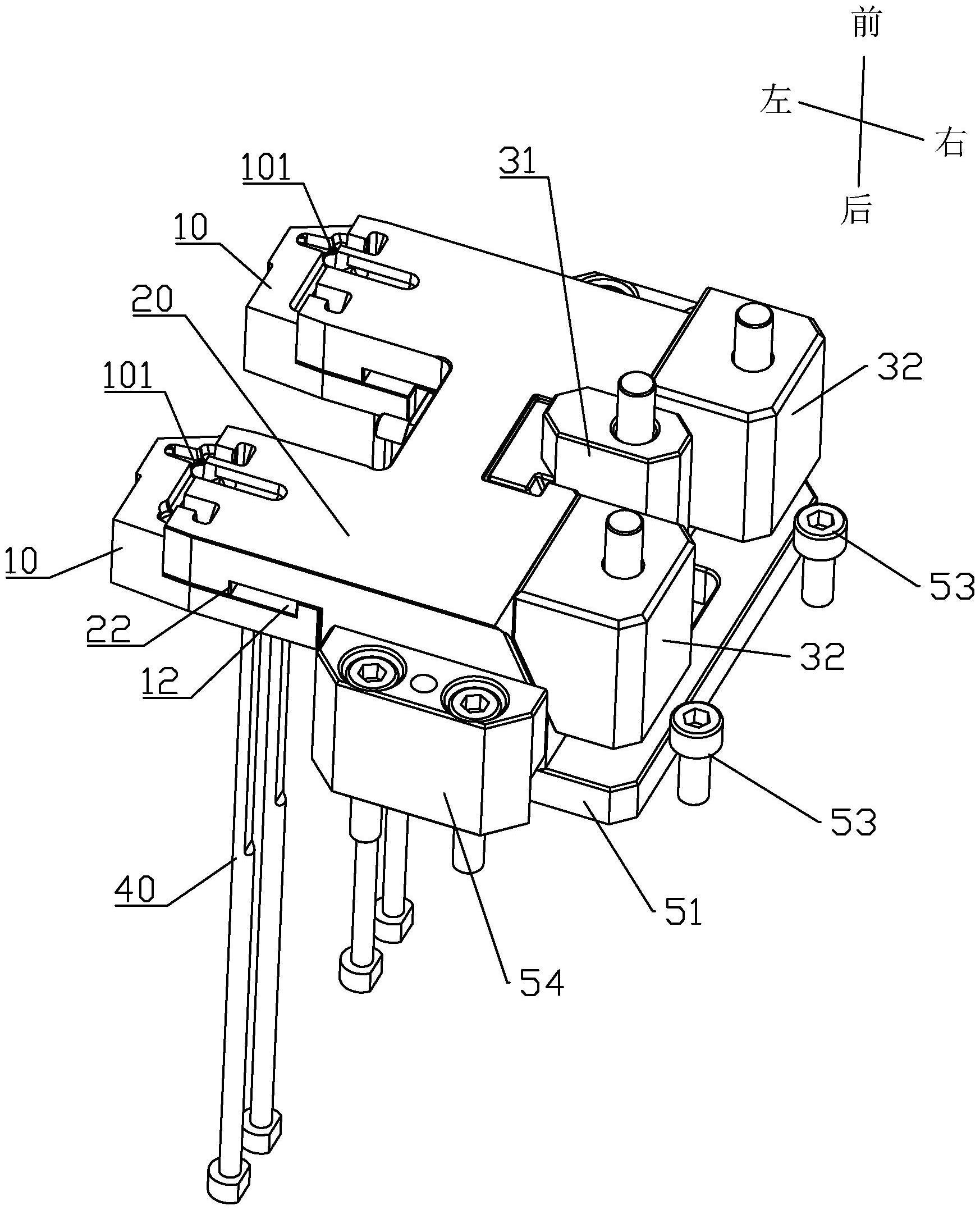
3、一种潜浇口无料屑脱模机构,包括第一滑块、第二滑块和斜导拨块;所述第一滑块和第二滑块均可左右滑动设置,所述第一滑块上设置有限位槽,所述第二滑块位于第一滑块的右侧并具有伸入所述限位槽的限位凸部,所述第一滑块和第二滑块之间还设置有弹性件,所述斜导拨块与第二滑块形成倾斜导向配合;所述斜导拨块在前后方向的平移驱动第一滑块和第二滑块在向左滑动至合模位置以及向右滑动至开模位置之间切换;所述第一滑块和第二滑块向左滑动至合模位置时共同组成成型槽,所述第一滑块的左侧设置有连通成型槽的潜浇口。
4、进一步的,还包括顶针,所述第一滑块上开设有左右方向延伸的长条形通孔,所述顶针穿设于第一滑块的长条形通孔内,且当第一滑块和第二滑块向左滑动至合模位置时,所述顶针位于第二滑块后方,当第一滑块和第二滑块向右滑动至开模位置时,所述顶针与第二滑块相错开。
5、进一步的,还包括耐磨板,所述第二滑块被限制在耐磨板上,以在耐磨板上左右滑动;所述耐磨板上装配有弹性顶,所述第二滑块上开设有第一限位凹部和第二限位凹部,当第二滑块分别滑动至合模位置和开模位置时,所述弹性顶分别卡入所述第一限位凹部和第二限位凹部内。
6、进一步的,还包括限位件,所述限位件设置在第二滑块的右侧,且当第二滑块滑动至开模位置时被限位件所限位。
7、进一步的,所述限位件为限位螺钉。
8、进一步的,所述第二滑块上设置有倾斜滑槽,所述斜导拨块可滑动的装配于所述倾斜滑槽内而形成与第二滑块的倾斜导向配合。
9、一种注塑模具,包括前模和后模,还包括上述所述的潜浇口无料屑脱模机构;所述第一滑块和第二滑块可左右滑动的装配在后模上,所述斜导拨块固定在前模上,所述前模还设置有进胶镶件,所述进胶镶件具有进胶通道,且前模和后模处于合模时,第一滑块和第二滑块位于合模位置,所述进胶镶件位于第一滑块的左侧,且进胶通道连通所述潜浇口。
10、进一步的,所述前模上还固定有辅助拨块,所述辅助拨块对应第二滑块的右侧,所述辅助拨块和第二滑块的右侧设置有相互配合的斜导面,当前模和后模合模时,辅助拨块的斜导面能够抵接在第二滑块的斜导面上而推动第二滑块向左滑动。
11、进一步的,所述辅助拨块的数量为二个,所述斜导拨块位于二个辅助拨块之间。
12、通过本实用新型提供的技术方案,具有如下有益效果:
13、将组成型腔的第一滑块和第二滑块设置成可左右滑动的结构,潜浇口设置在第一滑块的左侧,如此,前模的进胶镶件直接平齐于第一滑块的潜浇口即可;极大的减小了料头长度以及缩短了进胶长度(即料程短),原料浪费少,注射压力损失小;进行脱模时,前模和后模的开模形成驱使第一滑块和第二滑块向右滑动,进而带动成型产品同步向右移动,进而使产品和潜浇口的料头脱离潜浇口,之后再进行正常的脱模操作,潜浇口的料头能够完整脱离,且全程无刮碰,不易产生料屑。
技术特征:
1.一种潜浇口无料屑脱模机构,其特征在于:包括第一滑块、第二滑块和斜导拨块;所述第一滑块和第二滑块均可左右滑动设置,所述第一滑块上设置有限位槽,所述第二滑块位于第一滑块的右侧并具有伸入所述限位槽的限位凸部,所述第一滑块和第二滑块之间还设置有弹性件,所述斜导拨块与第二滑块形成倾斜导向配合;所述斜导拨块在前后方向的平移驱动第一滑块和第二滑块在向左滑动至合模位置以及向右滑动至开模位置之间切换;所述第一滑块和第二滑块向左滑动至合模位置时共同组成成型槽,所述第一滑块的左侧设置有连通成型槽的潜浇口。
2.根据权利要求1所述的潜浇口无料屑脱模机构,其特征在于:还包括顶针,所述第一滑块上开设有左右方向延伸的长条形通孔,所述顶针穿设于第一滑块的长条形通孔内,且当第一滑块和第二滑块向左滑动至合模位置时,所述顶针位于第二滑块后方,当第一滑块和第二滑块向右滑动至开模位置时,所述顶针与第二滑块相错开。
3.根据权利要求1所述的潜浇口无料屑脱模机构,其特征在于:还包括耐磨板,所述第二滑块被限制在耐磨板上,以在耐磨板上左右滑动;所述耐磨板上装配有弹性顶,所述第二滑块上开设有第一限位凹部和第二限位凹部,当第二滑块分别滑动至合模位置和开模位置时,所述弹性顶分别卡入所述第一限位凹部和第二限位凹部内。
4.根据权利要求1或3所述的潜浇口无料屑脱模机构,其特征在于:还包括限位件,所述限位件设置在第二滑块的右侧,且当第二滑块滑动至开模位置时被限位件所限位。
5.根据权利要求4所述的潜浇口无料屑脱模机构,其特征在于:所述限位件为限位螺钉。
6.根据权利要求1所述的潜浇口无料屑脱模机构,其特征在于:所述第二滑块上设置有倾斜滑槽,所述斜导拨块可滑动的装配于所述倾斜滑槽内而形成与第二滑块的倾斜导向配合。
7.一种注塑模具,包括前模和后模,其特征在于:还包括上述权利要求1至6任一所述的潜浇口无料屑脱模机构;所述第一滑块和第二滑块可左右滑动的装配在后模上,所述斜导拨块固定在前模上,所述前模还设置有进胶镶件,所述进胶镶件具有进胶通道,且前模和后模处于合模时,第一滑块和第二滑块位于合模位置,所述进胶镶件位于第一滑块的左侧,且进胶通道连通所述潜浇口。
8.根据权利要求7所述的注塑模具,其特征在于:所述前模上还固定有辅助拨块,所述辅助拨块对应第二滑块的右侧,所述辅助拨块和第二滑块的右侧设置有相互配合的斜导面,当前模和后模合模时,辅助拨块的斜导面能够抵接在第二滑块的斜导面上而推动第二滑块向左滑动。
9.根据权利要求8所述的注塑模具,其特征在于:所述辅助拨块的数量为二个,所述斜导拨块位于二个辅助拨块之间。
技术总结
本技术提供一种潜浇口无料屑脱模机构和注塑模具,潜浇口无料屑脱模机构,包括第一滑块、第二滑块和斜导拨块;所述第一滑块和第二滑块均可左右滑动设置,所述第一滑块上设置有限位槽,所述第二滑块位于第一滑块的右侧并具有伸入所述限位槽的限位凸部,所述第一滑块和第二滑块之间还设置有弹性件,所述斜导拨块与第二滑块形成倾斜导向配合;所述斜导拨块在前后方向的平移驱动第一滑块和第二滑块在向左滑动至合模位置以及向右滑动至开模位置之间切换;所述第一滑块和第二滑块向左滑动至合模位置时共同组成成型槽,所述第一滑块的左侧设置有连通成型槽的潜浇口。具有料程短、料头短以及不易出现料屑的效果。
技术研发人员:肖丹,林春光,石夏风
受保护的技术使用者:通达(厦门)科技有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!