一种用于橡胶件模压硫化的上料装置的制作方法
本技术涉及橡胶件制备,尤其是一种橡胶件模压硫化的上料装置。
背景技术:
1、现有技术中,对于部分小型橡胶件的模压硫化制备过程中,可以在一个硫化模具内同时加工多个工件,有时甚至可达上百个工件。但是在实际加工过程中,模具内的工件脱模后,模具内温度过高,需要待其冷却后再向模具内对应的模腔中逐一添加胶料,而上百个胶料的摆放,需要消耗大量时间,同时硫化反应过程及模具冷却的过程中,操作工人只能等待,所以造成加工效率低下,胶料摆放时间消耗过大,造成加工的人工成本及时间成本增加。
技术实现思路
1、本实用新型为了解决上述技术不足而提供一种用于橡胶件模压硫化的上料装置,能在硫化模具上同时上料较多数量的胶料,以提升橡胶件的加工效率。
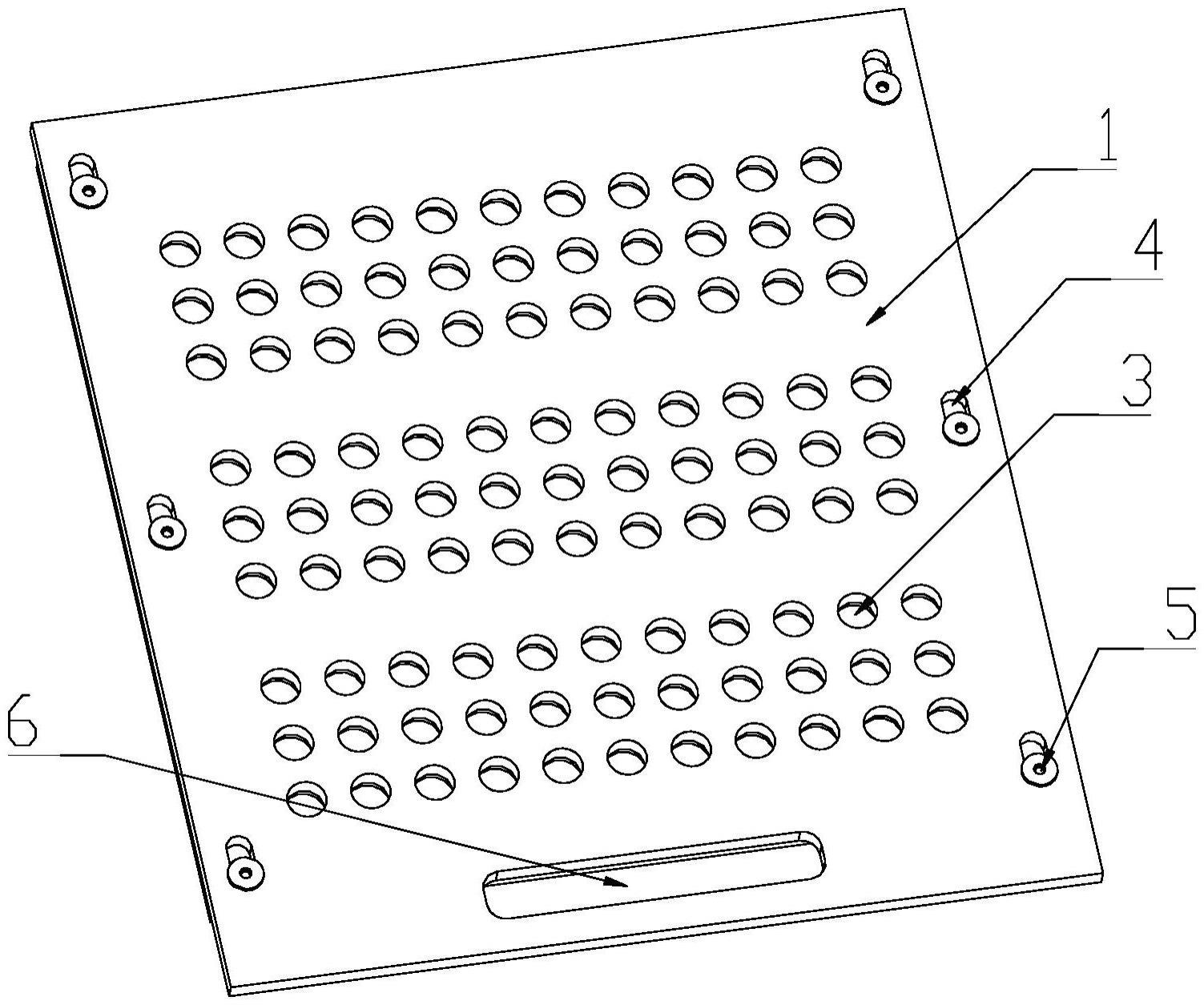
2、本实用新型公开了一种用于橡胶件模压硫化的上料装置,包括定位板和活动板,所述定位板上阵列有若干个通孔,所述定位板上的通孔与橡胶件硫化模具的模压腔一一对应,所述活动板设置在定位板上,活动部与定位板滑动连接,在活动板上也阵列有若干通孔,所述活动板上的通孔与定位板上的通孔一一对应,活动板相对于定位板滑动后,活动板上的通孔与定位板上的通孔相互错位。
3、作为优化,在活动板上设置有若干个长孔,在长孔内穿设有限位杆,所述限位杆固定在定位板上,所述长孔外的限位杆上设置限位凸起。
4、作为优化,所述长孔的长度大于通孔的半径,长孔的长度小于沿长孔的长度方向相邻通孔之间的间距。
5、作为优化,在定位板上设置有定位销,所述定位销用于与橡胶件硫化模具定位,以使定位板上的通孔与橡胶件硫化模具的模压腔对应。
6、作为优化,在活动板一端设置有拉手。
7、本实用新型所得到的一种用于橡胶件模压硫化的上料装置,在硫化反应过程及模具冷却过程中,可以将定位板和活动板错位,在活动板的通孔内逐一摆放胶料,后续直接将定位板与模具定位,推动活动板,使得胶料从通孔掉落至模具的模腔内,极大方便了对模具的上料,提升上料加工效率。
技术特征:
1.一种用于橡胶件模压硫化的上料装置,其特征是:包括定位板和活动板,所述定位板上阵列有若干个通孔,所述定位板上的通孔与橡胶件硫化模具的模压腔一一对应,所述活动板设置在定位板上,活动部与定位板滑动连接,在活动板上也阵列有若干通孔,所述活动板上的通孔与定位板上的通孔一一对应,活动板相对于定位板滑动后,活动板上的通孔与定位板上的通孔相互错位。
2.根据权利要求1所述的一种用于橡胶件模压硫化的上料装置,其特征是:在活动板上设置有若干个长孔,在长孔内穿设有限位杆,所述限位杆固定在定位板上,所述长孔外的限位杆上设置限位凸起。
3.根据权利要求2所述的一种用于橡胶件模压硫化的上料装置,其特征是:所述长孔的长度大于通孔的半径,长孔的长度小于沿长孔的长度方向相邻通孔之间的间距。
4.根据权利要求1或2或3所述的一种用于橡胶件模压硫化的上料装置,其特征是:在定位板上设置有定位销,所述定位销用于与橡胶件硫化模具定位,以使定位板上的通孔与橡胶件硫化模具的模压腔对应。
5.根据权利要求4所述的一种用于橡胶件模压硫化的上料装置,其特征是:在活动板一端设置有拉手。
技术总结
本技术涉及橡胶件制备技术领域,尤其是一种橡胶件模压硫化的上料装置,包括定位板和活动板,所述定位板上阵列有若干个通孔,所述定位板上的通孔与橡胶件硫化模具的模压腔一一对应,所述活动板设置在定位板上,活动部与定位板滑动连接,在活动板上也阵列有若干通孔,所述活动板上的通孔与定位板上的通孔一一对应,活动板相对于定位板滑动后,活动板上的通孔与定位板上的通孔相互错位。本技术在硫化反应过程及模具冷却过程中,可以将定位板和活动板错位,在活动板的通孔内逐一摆放胶料,后续直接将定位板与模具定位,推动活动板,使得胶料从通孔掉落至模具的模腔内,极大方便了对模具的上料,提升上料加工效率。
技术研发人员:殳斌
受保护的技术使用者:桐乡市斯普林橡塑科技有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!