一种胶塞模具的制作方法
本技术涉及胶塞模具领域,特别涉及一种胶塞模具。
背景技术:
1、市面上的留置针通常主要由导管座、胶塞和针管构成,其中,胶塞的成型模具包括上下依次层叠的底模、中模和顶模,中模上具有上下贯通的型腔,胶塞原料在高温条件下于型腔内成型,成型结束后,三模上下分离,保证工作人员可以从中模拔出胶塞,实际上,胶塞成型过程中,原料在重力作用下、以及合模过程的挤压下,会朝下挤出到底膜上,在中模和底膜开模后,工作人员在中模顶面取走成品,但挤出的原料仍然残留在中模的底面上,为了实现下一次成型,工作人员需要反手将中模底面的残留料渣抠下,不仅容易被顶模和底膜散发的高温造成手部烫伤,而且料渣在抠出时容易断裂并跌落在底模表面,难以清理。
技术实现思路
1、本实用新型目的在于提供一种胶塞模具,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、本实用新型解决其技术问题的解决方案是:
3、一种胶塞模具,包括:机架;转换装置,其可相对所述机架上下移动,所述转换装置上沿前后方向依次设有合料区和取料区;成型装置,其包括自下而上依次设置的底模、中模和顶模,所述底模设置在所述机架上,所述顶模可相对所述机架上下移动,所述合料区正对地位于所述底模和所述顶模之间,所述中模连接于所述转换装置,所述中模可沿所述合料区和取料区之间来回滑动。
4、该技术方案至少具有如下的有益效果:合料区于上下方向上分别正对底膜和顶模,工作人员将中模推入合料区后,顶模和成型装置相对底膜下移,并使得顶模、中模和底膜上下依次叠合围成闭合空间,原料在成型装置的加热效果下于闭合空间内成型,成型后,顶模和成型装置均相对底膜向上滑动,保证顶模、中模和底膜之间相互分离,需要取出产品时,工作人员将中模沿转换装置向后拉出到取料区,使得中模脱离顶模和底膜之间的范围,减少顶模和底膜残余热量的影响,不仅方便工作人员取出产品,而且便于工作人员将中模底面上残留物掀下,方便查看残留料渣的清除情况,防止残留物跌落在底模表面,减少手部烫伤,本实用新型解决因机台结构的局限而导致难清理、易烫伤的问题,提高安全性。
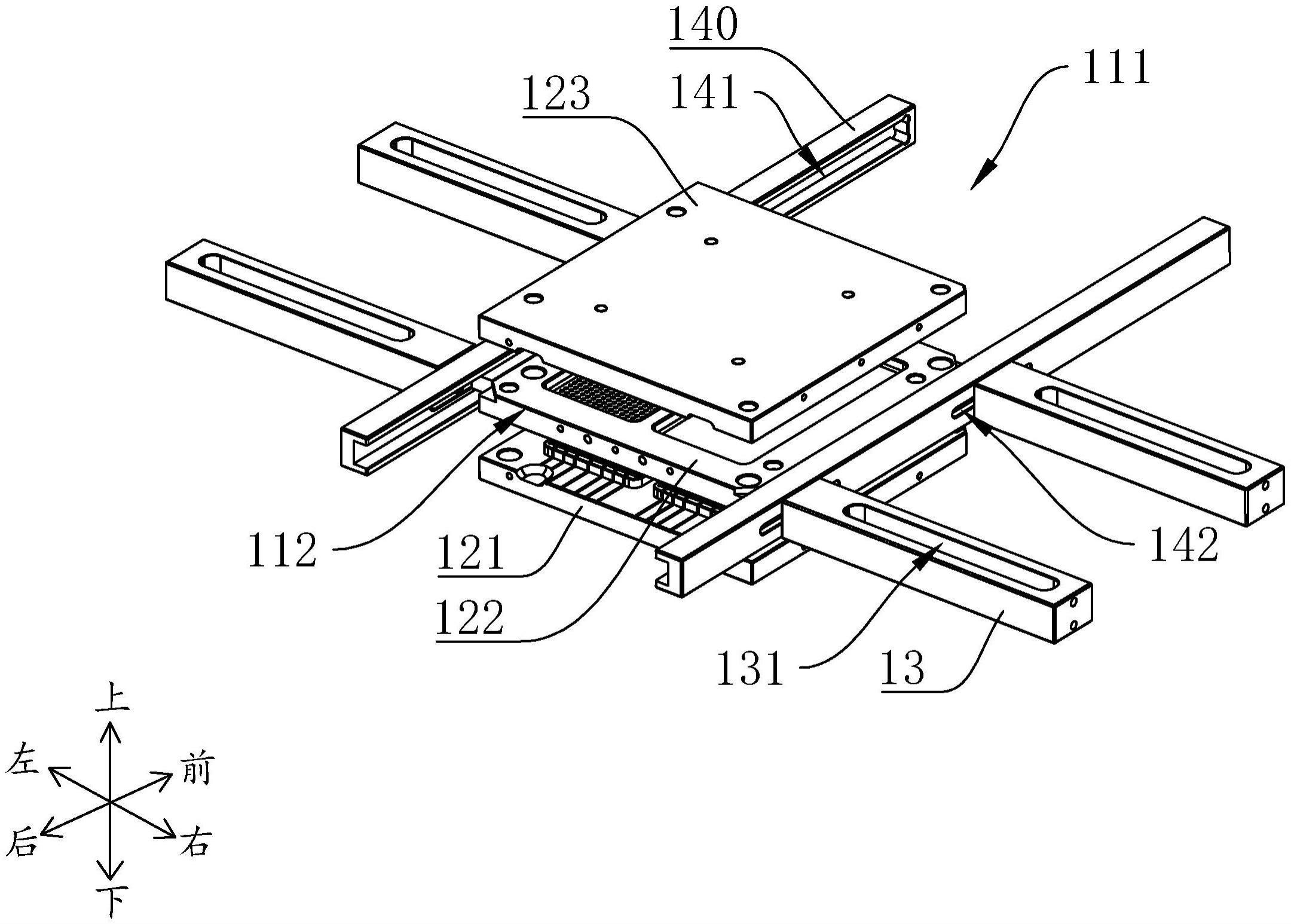
5、作为上述技术方案的进一步改进,所述转换装置包括第一驱动件、托件和滑槽,所述第一驱动件设在所述机架上,所述第一驱动件可驱动所述托件上下移动,所述滑槽连接于所述托件上,两个所述滑槽分别位于所述合料区的两侧,所述滑槽的开口沿前后方向延伸,所述中模的左右两侧分别伸入两个所述开口内。中模的左侧伸入合料区左侧的滑槽开口内,中模的右侧则伸入位于合料区右侧的滑槽开口内,实际上滑槽的开口向后至少延伸至取料区处,保证中模可以沿前后方向在合料区和取料区之间来回滑动,当中模沿滑槽进入合料区时,第一驱动件带动托件上下移动时,可以实现中模与底模之间的合模或分模,滑槽对中模进行承托和导向,同时两个滑槽均位于合料区、取料区的左右两侧,提高中模移动稳定性,并且防止成型装置发生干涉、碰撞,结构可靠。
6、作为上述技术方案的进一步改进,所述滑槽上设有沿前后方向延伸的调节槽,所述托件可拆卸连接于所述调节槽内。实际上,托件、第一驱动件的位置的水平位置与机架相对固定,当需要更换产品模具时,托件可从调节槽上拆卸,并根据产品模具的前后长度改变滑槽的前后位置,进而改变托件在调节槽上的连接位置,保证取料区部分的前后长度合适,防止取料区、合料区的重叠,便于工作人员清理料渣,适用多类型模具,提高适用性。
7、作为上述技术方案的另一种改进,所述托件上设有沿左右方向延伸的安装槽,所述第一驱动件的驱动端可拆卸连接于所述安装槽内。当需要更换产品模具时,第一驱动件的驱动端在安装槽的位置可以根据模具的左右宽度进行调整,使得第一驱动件的驱动端的连接点可以位于安装槽内的任意位置上,以此改变滑槽的左右位置,适用于多类型的产品模具,提高适用性。
8、作为上述技术方案的另一种改进,所述成型装置包括限位件,所述限位件位于所述中模的滑行轨迹上,所述限位件贴合于所述合料区的前侧。限位件处于中模的滑行轨迹上,当中模向前移动到合料区时,限位件阻止中模沿成型装置的滑动,保证中模可以准确进入到合料区内,对中模的位置起到限制作用,为后续顶模、中模和底模之间的合模提供定位准备,结构可靠。
9、作为上述技术方案的另一种改进,所述中模的上下两端面设有凹槽,所述凹槽的槽底上下贯通有型腔,所述顶模和所述底模分别伸入上下两个所述凹槽内,所述顶模的底面、所述型腔和所述底模的顶面之间围成闭合空间。中模的上端面和下端面均设有凹槽,上下贯通的型腔设置于凹槽的内底面上,而顶模、底模分别对应上侧凹槽和下侧凹槽的位置,分别形成上定位件和下定位件,上定位件伸入上侧凹槽并抵在上侧凹槽的底面,下定位件伸入下侧凹槽并抵在下侧凹槽的底面,上定位件的底面、型腔、下定位件的顶面之间围成闭合空间,原料被放入闭合空间后,在加热的环境下可形成产品,而且,上定位件与下定位件在顶模与中模之间、底模与中模之间实现了定位效果。
10、作为上述技术方案的进一步改进,所述型腔设有多个,所述顶模伸入所述凹槽的部分底面设有凹孔,所述凹孔与所述型腔一一对应,对应所述顶模的所述凹槽的槽底设有连接腔,所述型腔位于所述连接腔内。为了提高生产效率,中模上往往设有多个型腔,保证可以一次性成型多个产品,在上侧凹槽的槽底上设置连接腔,使得上侧凹槽和顶模之间形成间隙,在合模后,原料会填充型腔、连接腔和凹孔的部分并成型,因为型腔均位于连接腔的范围内,使得多个产品粘结于连接腔形成的连接片上,工作人员可以通过将整片连接片撕下,使得可以同时将多个产品实现脱模,方便快捷,减少脱模时间,提高生产效率。
11、作为上述技术方案的进一步改进,所述连接腔的深度为0.5mm-1mm。连接腔的深度最小为0.5mm,最大为1mm,保证生成的连接片强度够大,使得工作人员掀起连接片时,可以带起多个产品,方便产品脱模,同时,便于后续工序进行冲压加工,形成单粒产品。
12、作为上述技术方案的另一种改进,所述底模伸入所述凹槽的部分顶面设有排气道,所述排气道围绕所述型腔并延伸至所述底模的侧壁。在顶模、中模和底模三者合模时,气体可通过排气道流出,并且排气道围绕型腔设置,保证排气方向的均匀性,从型腔排出的气体沿排气道的延伸方向流动至底模的侧壁排出,减少起泡现象,提高产品质量。
13、作为上述技术方案的另一种改进,所述中模的后侧面上设有把手。使用者可以握紧把手并带动中模向后移动到取料区进行取料,也可以通过把手带动中模向前移动至合料区进行合模准备,方便施力,同时避免与中模直接接触,减少手部烫伤的可能。
技术特征:
1.一种胶塞模具,其特征在于:包括:
2.根据权利要求1所述的一种胶塞模具,其特征在于:所述转换装置包括第一驱动件、托件(13)和滑槽(140),所述第一驱动件设在所述机架上,所述第一驱动件可驱动所述托件(13)上下移动,所述滑槽(140)连接于所述托件(13)上,两个所述滑槽(140)分别位于所述合料区(111)的两侧,所述滑槽(140)的开口(141)沿前后方向延伸,所述中模(122)的左右两侧分别伸入两个所述开口(141)内。
3.根据权利要求2所述的一种胶塞模具,其特征在于:所述滑槽(140)上设有沿前后方向延伸的调节槽(142),所述托件(13)可拆卸连接于所述调节槽(142)内。
4.根据权利要求2所述的一种胶塞模具,其特征在于:所述托件(13)上设有沿左右方向延伸的安装槽(131),所述第一驱动件的驱动端可拆卸连接于所述安装槽(131)内。
5.根据权利要求1所述的一种胶塞模具,其特征在于:所述成型装置包括限位件,所述限位件位于所述中模(122)的滑行轨迹上,所述限位件贴合于所述合料区(111)的前侧。
6.根据权利要求1所述的一种胶塞模具,其特征在于:所述中模(122)的上下两端面设有凹槽(210),所述凹槽(210)的槽底上下贯通有型腔(220),所述顶模(123)和所述底模(121)分别伸入上下两个所述凹槽(210)内,所述顶模(123)的底面、所述型腔(220)和所述底模(121)的顶面之间围成闭合空间。
7.根据权利要求6所述的一种胶塞模具,其特征在于:所述型腔(220)设有多个,所述顶模(123)伸入所述凹槽(210)的部分底面设有凹孔,所述凹孔与所述型腔(220)一一对应,对应所述顶模(123)的所述凹槽(210)的槽底设有连接腔(310),所述型腔(220)位于所述连接腔(310)内。
8.根据权利要求7所述的一种胶塞模具,其特征在于:所述连接腔(310)的深度为0.5mm-1mm。
9.根据权利要求6所述的一种胶塞模具,其特征在于:所述底模(121)伸入所述凹槽(210)的部分顶面设有排气道(510),所述排气道(510)围绕所述型腔(220)并延伸至所述底模(121)的侧壁。
10.根据权利要求5所述的一种胶塞模具,其特征在于:所述中模的后侧面上设有把手。
技术总结
本技术公开了一种胶塞模具,包括机架;转换装置,其可相对所述机架上下移动,所述转换装置上沿前后方向依次设有合料区和取料区;成型装置,其包括自下而上依次设置的底模、中模和顶模,所述底模设置在所述机架上,所述顶模可相对所述机架上下移动,所述合料区正对地位于所述底模和所述顶模之间,所述中模连接于所述转换装置,所述中模可沿所述合料区和取料区之间来回滑动,方便工作人员取出产品,而且便于工作人员将中模底面上残留物掀下,方便查看残留料渣的清除情况,防止残留物跌落在底模表面,减少手部烫伤,本技术解决因机台结构的局限而导致难清理、易烫伤的问题,提高安全性。
技术研发人员:张旭华
受保护的技术使用者:佛山市汉康医疗设备有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!