一种全自动流延膜生产装置的制作方法
本技术涉及流延膜生产设备,具体为一种全自动流延膜生产装置。
背景技术:
1、流延膜,是通过熔体流涎骤冷生产的一种无拉伸、非定向的平挤薄膜。有单层流涎和多层共挤流涎两种方式。与吹膜相比,其特点是生产速度快,产量高,薄膜的透明性、光泽性、厚度均匀性等都极为出色,由于是平挤薄膜后续工序,如印刷、复合等都极为方便,因而广泛应用于食品、医药用品、纺织品、鲜花、日用品的包装。
2、现有全自动流延膜生产装置上的导辊不便于根据生产出来流延膜的宽度进行调节,进而会使得长辊产窄膜时出现偏移现象,进而造成流延膜出现褶皱,影响生产质量。
技术实现思路
1、本实用新型旨在解决现有技术或相关技术中存在的技术问题之一。
2、为此,本实用新型所采用的技术方案为:
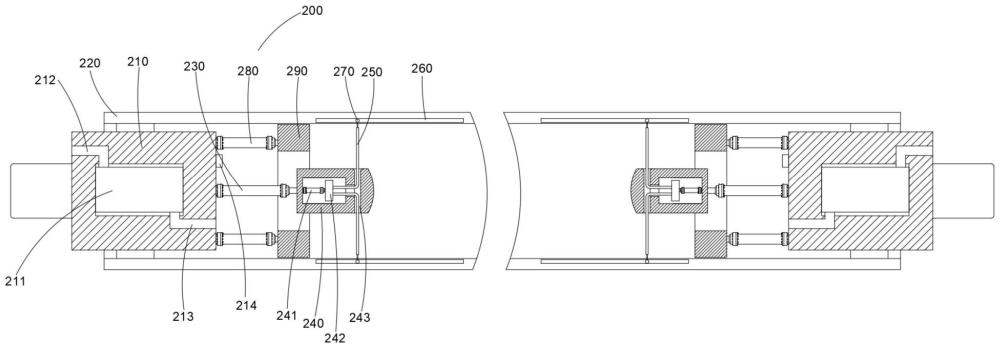
3、一种全自动流延膜生产装置,包括:机体组件和导辊组件;其中,所述机体组件包括生产主机、设置于所述生产主机侧的机头和安装于所述生产主机侧的控制器;所述导辊组件设置于所述机头上,所述导辊组件包括装配于所述机头上的端辊、套装固定于所述端辊上的弹力套辊、安装于所述端辊内侧端中部的电动伸缩杆一、固定于所述电动伸缩杆一驱动端的安装块、嵌装于所述安装块内的电动伸缩杆二、固定于所述电动伸缩杆二驱动端的束线块、连接于所述束线块上的牵引绳、固定于所述牵引绳内的调节轨带、活动卡装于所述调节轨带内且连接所述牵引绳的卡块、开设于所述安装块供所述牵引绳穿过的导线孔、设置于所述电动伸缩杆一侧的电动伸缩杆三和固定于所述电动伸缩杆三驱动端的支撑环。
4、本实用新型在一较佳示例中可以进一步配置为:所述端辊的内部嵌装有气泵,且所述气泵上分别连接有连通在所述端辊两端的进气口和出气口。
5、本实用新型在一较佳示例中可以进一步配置为:所述端辊的内侧端安装有压力传感器。
6、本实用新型在一较佳示例中可以进一步配置为:所述调节轨带环绕设置在所述弹力套辊上。
7、本实用新型在一较佳示例中可以进一步配置为:所述支撑环的外径值与所述弹力套辊的内径值相同。
8、本实用新型在一较佳示例中可以进一步配置为:所述调节轨带采用橡胶卡轨。
9、本实用新型的上述技术方案具有如下有益的技术效果:
10、1.本实用新型通过导辊组件,可以利用电动伸缩杆二定点牵引卡块向内移动,弹力套辊向内缩小,使弹力套辊上形成限位的凹槽,而电动伸缩杆一驱动前后调节即可实现根据不同尺寸的流延膜使用,防止出现偏移,保证了流延膜的生产质量。
11、2.本实用新型通过气泵,可以向弹力套辊的内部提供氧气加压,并且配合压力传感器的检测,使得弹力套辊保持在可以输送流延膜的强度,实用性较高。
技术特征:
1.一种全自动流延膜生产装置,其特征在于,包括:
2.根据权利要求1所述的一种全自动流延膜生产装置,其特征在于,所述端辊(210)的内部嵌装有气泵(211),且所述气泵(211)上分别连接有连通在所述端辊(210)两端的进气口(212)和出气口(213)。
3.根据权利要求2所述的一种全自动流延膜生产装置,其特征在于,所述端辊(210)的内侧端安装有压力传感器(214)。
4.根据权利要求1所述的一种全自动流延膜生产装置,其特征在于,所述调节轨带(260)环绕设置在所述弹力套辊(220)上。
5.根据权利要求1所述的一种全自动流延膜生产装置,其特征在于,所述支撑环(290)的外径值与所述弹力套辊(220)的内径值相同。
6.根据权利要求1所述的一种全自动流延膜生产装置,其特征在于,所述调节轨带(260)采用橡胶卡轨。
技术总结
本技术属于流延膜生产设备技术领域,具体为一种全自动流延膜生产装置,包括:机体组件和导辊组件;其中,所述机体组件包括生产主机、设置于所述生产主机侧的机头和安装于所述生产主机侧的控制器;所述导辊组件设置于所述机头上,所述导辊组件包括装配于所述机头上的端辊、套装固定于所述端辊上的弹力套辊、安装于所述端辊内侧端中部的电动伸缩杆一、固定于所述电动伸缩杆一驱动端的安装块。本技术通过导辊组件,可以利用电动伸缩杆二定点牵引卡块向内移动,弹力套辊向内缩小,使弹力套辊上形成限位的凹槽,而电动伸缩杆一驱动前后调节即可实现根据不同尺寸的流延膜使用,防止出现偏移,保证了流延膜的生产质量。
技术研发人员:宴苏
受保护的技术使用者:江苏云锋塑料制品有限公司
技术研发日:20230602
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!