一种具有防工件破损挤出装置的注塑模具的制作方法
本技术涉及注塑模具,具体为一种具有防工件破损挤出装置的注塑模具。
背景技术:
1、注塑模具一般指注塑成型,注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法,但专利号为cn217834607u的一种注塑模具顶出机构,包括基座、模座、模腔板和导柱,所述模座安装在基座上,所述模腔板安装在模座上,所述导柱安装在模腔板上,所述模座为矩形框,所述模座的内部安装有定位框,所述模座的内部设有密封板,且密封板的侧面与模座的内壁滑动连接,所述密封板上安装有顶针,所述模腔板上开设有针孔,所述顶针的顶端延伸至模腔板的针孔内,所述顶针上安装有复位弹簧,且复位弹簧的上下两端分别与模腔板和密封板接触;
2、该技术方案在运行时,通过两个顶针将注塑后的工件顶出,但由于顶针的整体受力面积小,进而在工件顶出时,容易出现顶针将工件刺穿的情况,造成工件损坏,影响注塑质量。
技术实现思路
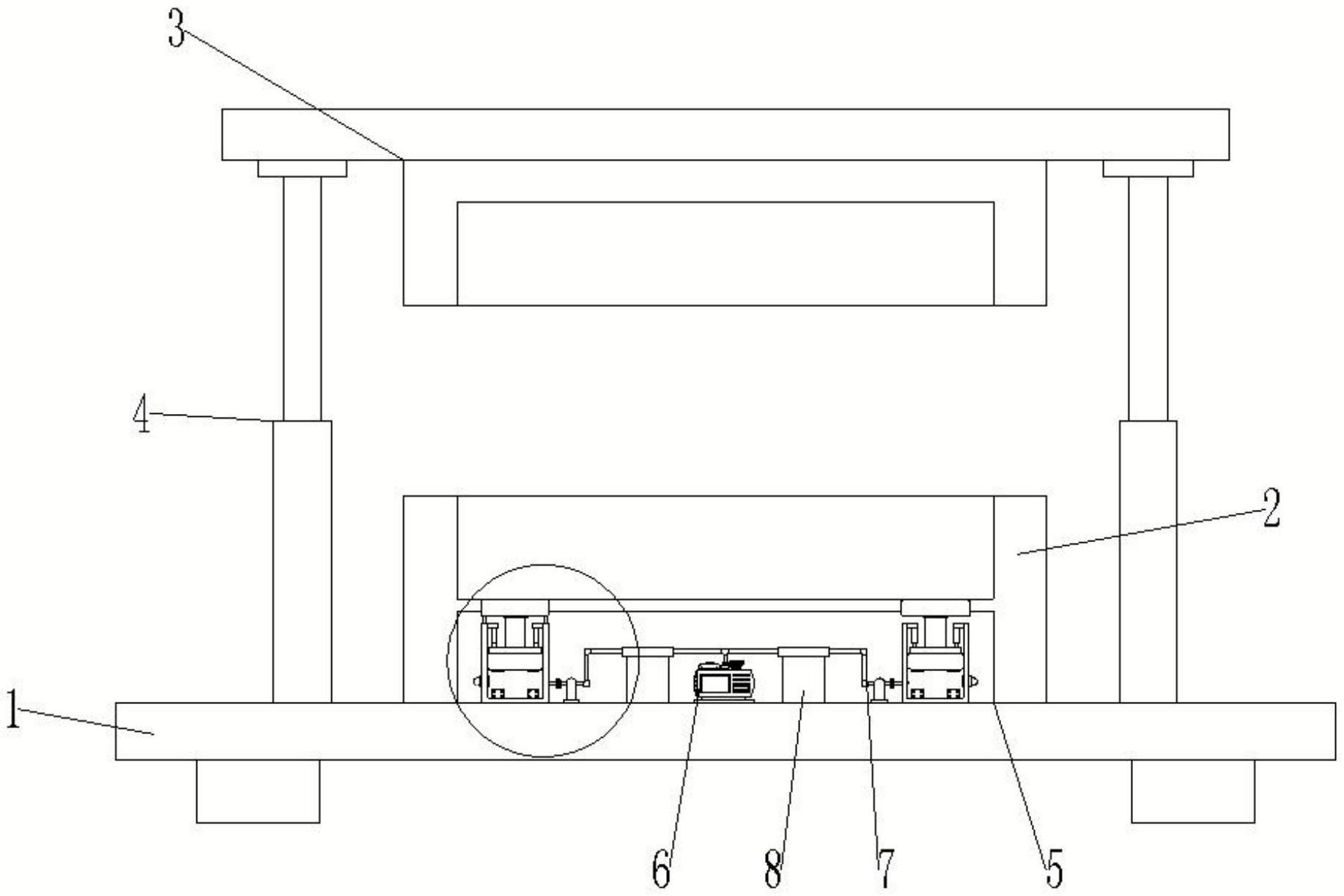
1、为实现以上目的,本实用新型通过以下技术方案予以实现:一种具有防工件破损挤出装置的注塑模具,包括底座,所述底座顶部安装有挤出结构,所述挤出结构包含有:
2、定模、动模、两个液压推杆、空腔、泵机、两个连接管、两个固定架、两个密封仓以及两个挤出组件;
3、所述定模安装于所述底座顶部,两个所述液压推杆安装于所述底座顶部,所述动模安装于两个所述液压推杆输出端顶部,所述空腔开设于所述定模内部,所述泵机安装于所述空腔内部,两个所述连接管一端与所述,另一端与两个所述密封仓内部连通,两个所述固定架套设于两个所述连接管外侧,两个所述挤出组件分别设置于两个所述密封仓内部。
4、优选的,两个所述挤出组件,其中一个包含有:两个电磁铁、活动塞、两个金属块、两个连接块、两个弹簧杆以及顶出块;
5、两个所述电磁铁安装于所述密封仓内部,所述活动塞安装于所述密封仓内部,两个所述金属块安装于所述活动塞底部,所述密封仓上侧设置有开口,两个所述连接块安装于所述开口处,两个所述弹簧杆分别安装于两个连接块底部,所述顶出块安装于所述活动塞顶部。
6、优选的,所述密封仓一侧安装有泄压阀。
7、优选的,两个所述连接块与所述开口插接,且插接处通过螺钉进行连接固定。
8、优选的,所述定模前端设置有维护门,且所述维护门与所述空腔连通,同时维护门前端设置有若干进气孔。
9、优选的,所述密封仓顶部设置有若干限位块。
10、有益效果
11、本实用新型提供了一种具有防工件破损挤出装置的注塑模具,具备以下有益效果:本技术方案采用挤出结构,在运行时,通过泵机向两个密封仓内部进行充气操作,从而可以推动两个挤出组件移动,从而可以将位于定模内部的工件安全且缓慢的挤出,有效防止成品被挤坏,保证了成品的完整率,具有结构简单以及注塑质量高等特性。
技术特征:
1.一种具有防工件破损挤出装置的注塑模具,包括底座,所述底座顶部安装有挤出结构,其特征在于,所述挤出结构包含有:
2.根据权利要求1所述的一种具有防工件破损挤出装置的注塑模具,其特征在于,两个所述挤出组件,其中一个包含有:两个电磁铁、活动塞、两个金属块、两个连接块、两个弹簧杆以及顶出块;
3.根据权利要求1所述的一种具有防工件破损挤出装置的注塑模具,其特征在于,所述密封仓一侧安装有泄压阀。
4.根据权利要求2所述的一种具有防工件破损挤出装置的注塑模具,其特征在于,两个所述连接块与所述开口插接,且插接处通过螺钉进行连接固定。
5.根据权利要求1所述的一种具有防工件破损挤出装置的注塑模具,其特征在于,所述定模前端设置有维护门,且所述维护门与所述空腔连通,同时维护门前端设置有若干进气孔。
6.根据权利要求1所述的一种具有防工件破损挤出装置的注塑模具,其特征在于,所述密封仓顶部设置有若干限位块。
技术总结
本技术公开了一种具有防工件破损挤出装置的注塑模具,包括底座,所述底座顶部安装有挤出结构,所述挤出结构包含有:定模、动模、两个液压推杆、空腔、泵机、两个连接管、两个固定架、两个密封仓以及两个挤出组件,本技术涉及注塑模具技术领域,本案的有益效果为:本技术方案采用挤出结构,在运行时,通过泵机向两个密封仓内部进行充气操作,从而可以推动两个挤出组件移动,从而可以将位于定模内部的工件安全且缓慢的挤出,有效防止成品被挤坏,保证了成品的完整率,具有结构简单以及注塑质量高等特性。
技术研发人员:傅谷方,钟启强,傅海滔
受保护的技术使用者:天津天信泰富精密机械有限公司
技术研发日:20230602
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!