工程机械用胶管制备模具及其制备的不齐头胶管的制作方法
本技术属于输送管,尤其涉及一种工程机械用胶管制备模具及其制备的不齐头胶管。
背景技术:
1、橡胶管路是管道应用中最为常见的,其被广泛的应用在汽车、轮船等民用和军用设备中。传统工艺的胶管在生产时一般遵循以下顺序。首先制作内胶层,内胶层在制作时有穿胎和裹胎两种方式。然后缠绕增强层,增强层中间填充胶所用胶种类和层数以及是否缠绕钢丝,需要按照图纸要求执行。其次,根据图纸工艺要求缠绕外胶层。之后缠水布后送入硫化罐进行硫化。为保证胶管端口位置壁厚均匀、各层材料粘合良好,在硫化完成并捣下水包布后,需要按模具上的截印裁掉两端端料。因此传统工艺在做胶管时要多做一定长度。裁掉的端料一般长40mm左右,端料长期累积造成很大的资源浪费,同时端料的处理也会影响环境。另外,胶管两端都要裁切,存在人为测量和裁切误差风险。端料形成的生产垃圾虽可出售,费用可补贴材料浪费费用,但是若环保要求严格,厂商需自费委托其它机构处理,也不利于环保。
技术实现思路
1、本实用新型要解决的第一个技术问题就是提供一种胶管在制作过程中不需要裁切,不产生端料的工程机械用胶管制备模具。
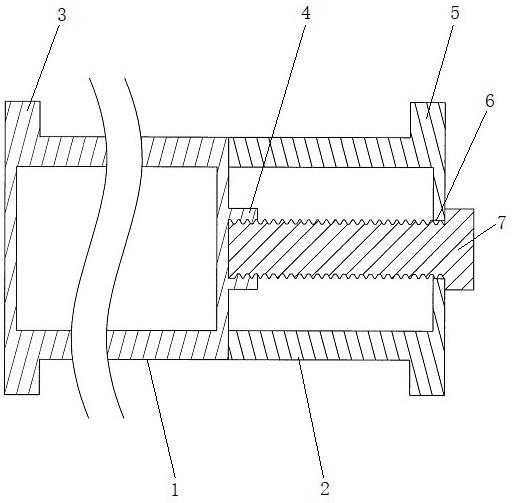
2、为解决上述技术问题,本实用新型采用的技术方案为:包括相匹配的左侧套筒、右侧套筒,所述的左侧套筒的左端部的外缘设置有左环形凸台,左侧套筒的右端部的中心设置有螺纹套管,右侧套筒的右端部的外缘设置有右环形凸台,右侧套筒的右端部的中心设置有通孔,螺栓穿过通孔与螺纹套管相连接。
3、本实用新型要解决的第二个技术问题就是提供一种工程机械用胶管制备模具制备的不齐头胶管。
4、为解决上述技术问题,本实用新型采用的技术方案为:包括内胶层、增强层、外胶层,所述的内胶层、外胶层的长度相同,增强层的左端比内胶层、外胶层的左端短1-2毫米,增强层的右端比内胶层、外胶层的右端短1-2毫米。
5、本实用新型所提供的工程机械用胶管制备模具制备不齐头胶管时,将左侧套筒、右侧套筒对正,将螺栓穿过通孔与螺纹套管相连接,拧紧螺栓,使左侧套筒、右侧套筒连接起来成为工程机械用胶管制备模具。然后,在工程机械用胶管制备模具外侧设置内胶层,内胶层外侧设置增强层,增强层外侧设置外胶层,外胶层外侧设置有水布层。
6、内胶层是直接将胶片缠绕到左侧套筒、右侧套筒上形成的,胶片层数根据产品壁厚决定。由于左侧套筒的左端部设置有左环形凸台,右侧套筒的右端部设置有右环形凸台,内胶层缠绕至左环形凸台的端口立面处和右环形凸台的端口立面处为止。
7、增强层决定了橡胶管的耐压性能,根据胶管设计工作压力,选择增强层中增强线的规格和层数,以及是否缠绕钢丝,均匀缠绕在内胶层的外侧。增强层左端上布位置距离左环形凸台的端口立面1-2毫米,增强层右端上布位置距离右环形凸台的端口立面1-2毫米。
8、外胶层缠绕在增强层的外侧,可保护内部其它结构层,根据产品壁厚决定外胶层缠绕层数。外胶层缠绕至左环形凸台的端口立面处和右环形凸台的端口立面处为止。实际的胶管制作过程中,需要在外胶层的外侧缠绕水布层。
9、其后,将模具和胶管送入硫化设备,经过高温高压进行硫化。硫化后胶管定型,将螺栓拧下,模具的左侧套筒、右侧套筒一分为二,将左侧套筒、右侧套筒由胶管抽出,胶管制备完毕。
10、本实用新型提供的工程机械用胶管制备模具制备的不齐头胶管,硫化完成并捣下水包布后就是成品,硫化完成后不再有端料产生,胶管端口由内胶层、外胶层的橡胶包裹,看不到增强层,胶管内增强层延伸到距端口1-2毫米,不会影响胶管的各项性能和装配使用。胶管不裁切,无端料产生,避免资源浪费。不产生生产垃圾处理费用,且可节约小部分材料,更环保。胶管端口由模具和水包布定型保证平齐。胶管两端不再裁切,尺寸由模具保证,避免人为测量和裁切误差。
技术特征:
1.工程机械用胶管制备模具,其特征在于:包括相匹配的左侧套筒、右侧套筒,所述的左侧套筒的左端部的外缘设置有左环形凸台,左侧套筒的右端部的中心设置有螺纹套管,右侧套筒的右端部的外缘设置有右环形凸台,右侧套筒的右端部的中心设置有通孔,螺栓穿过通孔与螺纹套管相连接。
2.权利要求1所述的工程机械用胶管制备模具制备的不齐头胶管,包括内胶层、增强层、外胶层,其特征在于:所述的内胶层、外胶层的长度相同,增强层的左端比内胶层、外胶层的左端短1-2毫米,增强层的右端比内胶层、外胶层的右端短1-2毫米。
技术总结
本技术属于输送管技术领域,公开了一种工程机械用胶管制备模具及其制备的不齐头胶管。其主要技术特征为:制备模具包括相匹配的左侧套筒、右侧套筒,所述的左侧套筒的左端部的外缘设置有左环形凸台,左侧套筒的右端部的中心设置有螺纹套管,右侧套筒的右端部的外缘设置有右环形凸台,右侧套筒的右端部的中心设置有通孔,螺栓穿过通孔与螺纹套管相连接;不齐头胶管包括内胶层、增强层、外胶层,内胶层、外胶层的长度相同,增强层的左端比内胶层、外胶层的左端短1‑2毫米,增强层的右端比内胶层、外胶层的右端短1‑2毫米。本技术的工程机械用胶管制备模具制备的不齐头胶管,硫化完成并捣下水包布后就是成品,胶管不裁切,无端料产生,避免资源浪费。
技术研发人员:李智,赵皓铖,刘文东,邸林龙
受保护的技术使用者:河北冀工胶管有限公司
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!