一种垫片热压成型装置的制作方法
本技术涉及热压成型装置,具体涉及一种垫片热压成型装置。
背景技术:
1、现有的垫片制备工艺中,通常采用热压成型的方式制备,现有的热压成型装置无法对垫片成型获得结构复杂的外结构和内结构孔位,且无法高精度地成型垫片中的峰部和谷部的立体结构,难以保证垫片复杂结构的成型精度和质量,生产效率低下,无法满足现代生产加工的需求。
技术实现思路
1、为了克服上述技术问题,本实用新型公开了一种垫片热压成型装置。
2、本实用新型为实现上述目的所采用的技术方案是:
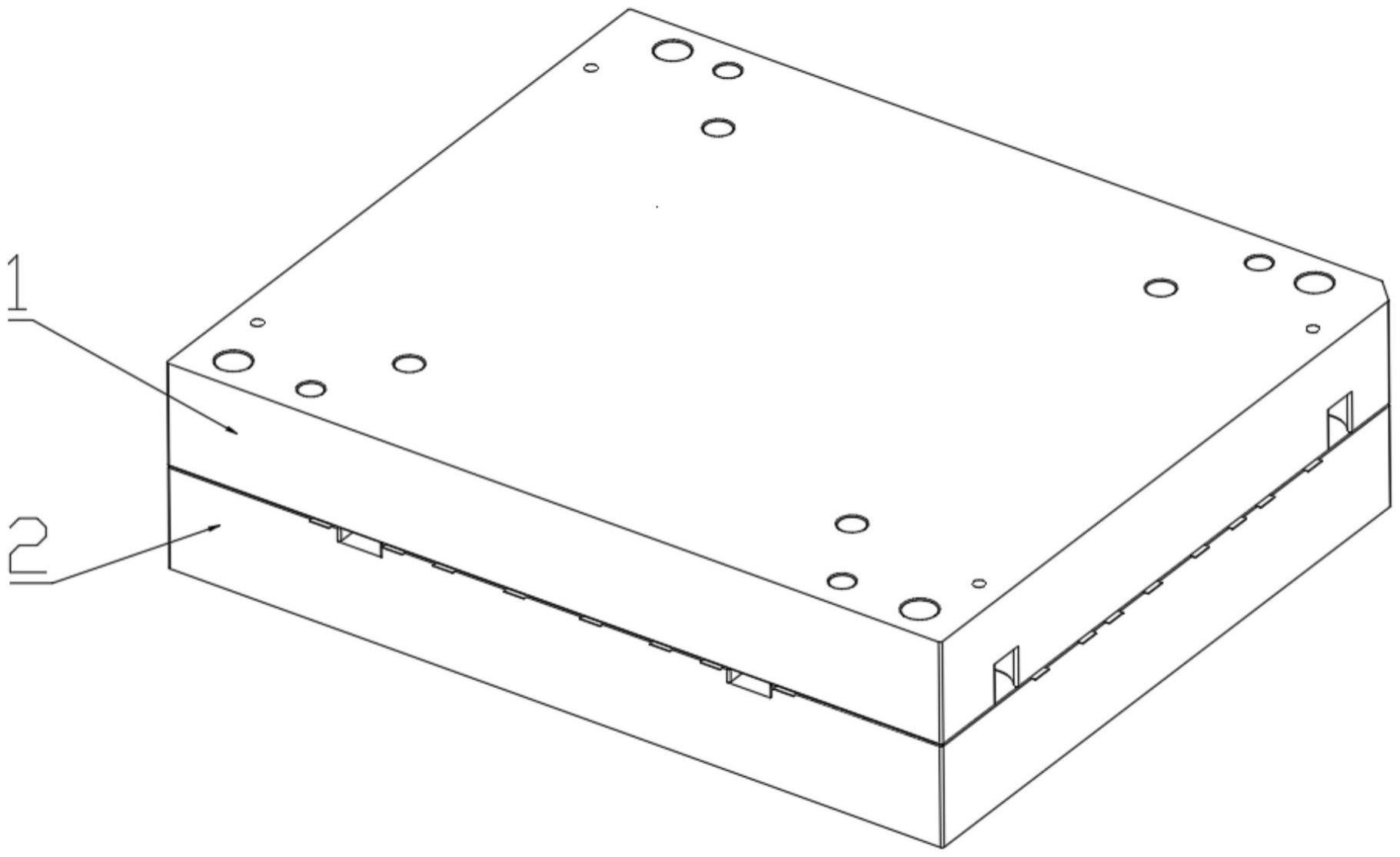
3、一种垫片热压成型装置,其包括装配设置的成型上模和成型下模;
4、所述成型下模包括若干组第一成型单元,所述第一成型单元包括片材固定座,于所述片材固定座分布设置有若干组第一垫片成型部,所述第一垫片成型部包括外结构成型台,于所述外结构成型台中设置有第一内结构成型槽、第二内结构成型槽和谷部成型槽,所述谷部成型槽中设置有峰部成型台,于所述峰部成型台中设置有第三内结构成型槽和第四内结构成型槽;
5、所述成型上模包括若干组对应所述第一成型单元设置的第二成型单元,所述第二成型单元包括若干组第二垫片成型部,所述第二垫片成型部包括对应所述外结构成型台设置的外结构成型槽,于所述外结构成型槽中分别对应所述第一内结构成型槽、第二内结构成型槽和谷部成型槽设置有第一内结构成型凸起、第二内结构成型凸起和谷部成型台,所述谷部成型台中对应所述峰部成型台设置有峰部成型槽,于所述峰部成型槽中分别对应所述第三内结构成型槽和第四内结构成型槽设置有第三内结构成型凸起、第四内结构成型凸起;
6、所述第一成型单元和第二成型单元合模后形成垫片成型腔,所述成型上模或成型下模设置有使所述垫片成型腔受热均匀的加热装置。
7、上述的垫片热压成型装置,其中围绕所述片材固定座设置有若干组片材定位凸起。
8、上述的垫片热压成型装置,其中所述成型下模还包括若干组第一定位孔,所述成型上模还包括对应所述第一定位孔设置的第二定位孔,所述第一定位孔与第二定位孔通过定位柱定位。
9、上述的垫片热压成型装置,其中所述第一成型单元共设置有三行,且每行共三组;
10、所述第二成型单元共设置有三行,且每行共三组。
11、上述的垫片热压成型装置,其中所述第一成型单元共设置有五行,且每行共八组;
12、所述第二成型单元共设置有五行,且每行共八组。
13、本实用新型的有益效果为:本实用新型通过配套设置所述第一成型单元和第二成型单元,可实现高精度地构筑垫片的内外结构,成型精度和效果良好,可满足一次性热压成型获得大批量的垫片,热压效率高;其中,所述片材固定座有助于固定放置待热压的片材,以确保垫片热压成型的一致性,配套设置所述外结构成型台和外结构成型槽、所述第一内结构成型槽和第一内结构成型凸起、第二内结构成型槽和第二内结构成型凸起、所述第三内结构成型槽和第三内结构成型凸起、第四内结构成型槽和第四内结构成型凸起,极大程度地构筑垫片的外结构和内结构孔位,并且所述谷部成型槽和谷部成型台、所述峰部成型台和峰部成型槽对应设置,有效地构筑垫片的谷部和峰部,克服传统热压成型工艺中垫片立体结构成型质量和精度差的问题;其次,所述加热装置有助于所述垫片成型腔内部受热均匀,进一步提高产品质量和生产效率。
技术特征:
1.一种垫片热压成型装置,其特征在于,其包括装配设置的成型上模和成型下模;
2.根据权利要求1所述的垫片热压成型装置,其特征在于,围绕所述片材固定座设置有若干组片材定位凸起。
3.根据权利要求2所述的垫片热压成型装置,其特征在于,所述成型下模还包括若干组第一定位孔,所述成型上模还包括对应所述第一定位孔设置的第二定位孔,所述第一定位孔与第二定位孔通过定位柱定位。
4.根据权利要求3所述的垫片热压成型装置,其特征在于,所述第一成型单元共设置有三行,且每行共三组;
5.根据权利要求4所述的垫片热压成型装置,其特征在于,所述第一成型单元共设置有五行,且每行共八组;
技术总结
本技术公开一种垫片热压成型装置,其包括成型上模和成型下模;成型下模包括若干组第一成型单元,第一成型单元包括片材固定座,片材固定座设置有若干第一垫片成型部,第一垫片成型部包括外结构成型台、第一内结构成型槽、第二内结构成型槽、谷部成型槽、峰部成型台、第三内结构成型槽和第四内结构成型槽;成型上模包括若干第二成型单元,第二成型单元包括若干第二垫片成型部,第二垫片成型部包括外结构成型槽、第一内结构成型凸起、第二内结构成型凸起、谷部成型台、峰部成型槽、第三内结构成型凸起和第四内结构成型凸起。本技术实现构筑垫片的内外结构,热压效率高,克服传统热压成型工艺中垫片立体结构成型质量和精度差的问题。
技术研发人员:请求不公布姓名
受保护的技术使用者:东莞亚锋电脑零配件有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!