排气套及轮胎模具的制作方法
本技术涉及加工轮胎的模具的,尤其是涉及一种排气套及轮胎模具。
背景技术:
1、目前,所有的轮胎模具上设置有透气管,其内径0.8-1.2mm、外径3-4mm、长15-30mm,该透气管用于将轮胎硫化时胎胶与模具之间的气体排出,使得轮胎花纹饱满,字迹清晰。但是这样生产出的成品轮胎,表面布满长约10-20mm、直径约0.6-1.2mm的胶柱,轮胎行业俗称“小辫子”。
2、带有“小辫子”的轮胎影响产品外观,因此出厂前必须将轮胎放在专用旋转机器上,人工用刀削除。根据花纹的不同每条轮胎上的“小辫子”就有500-1500根,日产3万条轮胎的工厂必须配备训练有素的20-30名员工,增加了人工成本,影响生产效率。
技术实现思路
1、本实用新型的目的在于提供排气套及轮胎模具,以缓解现在轮胎生产过程中,透气孔中进入胶料形成胶柱后需要人工清除,增加人工成本,影响生产效率的技术问题。
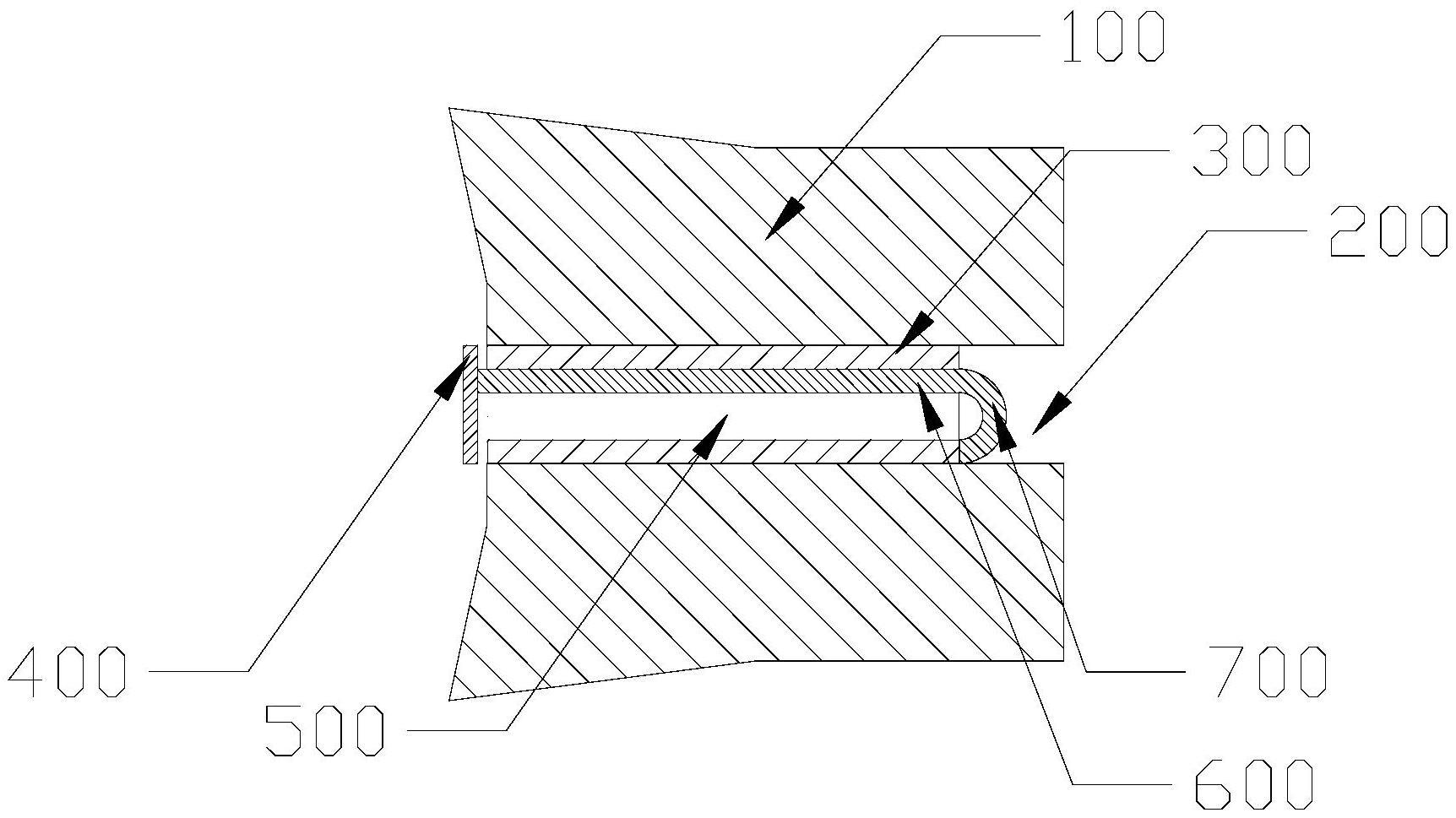
2、本实用新型提供一种排气套,包括排气套主体,所述排气套主体用于插入到轮胎模具的透气孔中;
3、在所述排气套主体上设置有贯穿所述排气套主体的贯穿孔;在所述贯穿孔内设置有连接件,在所述连接件的一端设置有固定件,另一端设置有封堵件,且所述固定件和所述封堵件分别位于所述排气套主体的两端;
4、在所述封堵件上设置有至少一个弹力片,所述弹力片弯折使所述封堵件与所述排气套主体保持间隔,所述弹力片压合使封堵件封堵所述排气套主体的贯穿孔。
5、在可选的实施方式中,所述封堵件为圆形盖板,在所述封堵件上均匀间隔设置有多个弹力片。
6、在可选的实施方式中,所述封堵件上均匀间隔设置有2个弹力片。
7、在可选的实施方式中,所述弹力片包括连接部和弯折部,所述连接部与所述封堵件连接,所述弯折部与所述连接部连接;且多个所述弹力片形成圆形的外轮廓,且所述外轮廓的外径大于所述贯穿孔的内径。
8、在可选的实施方式中,所述连接件为直钢丝,且所述连接件的一端弯曲形成所述固定件;
9、所述固定件能够与所述排气套主体的一端抵接。
10、在可选的实施方式中,所述排气套主体的外轮廓为柱状结构。
11、在可选的实施方式中,所述固定件具有圆形抵接面,所述排气套主体具有环形抵接面,且所述环形抵接面的外径与内径的差不小于所述圆形抵接面的直径。
12、在可选的实施方式中,所述排气套主体的长度小于所述轮胎模具上的透气孔的长度。
13、在可选的实施方式中,所述封堵件的外径不大于所述排气套主体的外径。
14、本实用新型提供的排气套的排气套主体插入到轮胎模具的透气孔中,当需要排气的时候,弹力片处于弯折状态,此时封堵件与排气套主体之间保持间隔,这样气体能够从透气孔排出;当需要封闭的时候,胶料作用在封堵件上并克服弹力片的弹力,使弹力片与封堵件压合成一个平面将排气套主体的贯穿孔内,这样就无法形成胶柱;解决了后期清除轮胎上的胶柱,费时费力的问题。
15、本实用新型提供一种轮胎模具,包括多个前述实施方式任一项所述排气套。
16、相对于现有技术来说,本实用新型提供的轮胎模具具有本实用新型提供的所述排气套,从而具有本实用新型提供的所述排气套所具有的一切有益效果。
技术特征:
1.一种排气套,其特征在于,包括排气套主体(300),所述排气套主体(300)用于插入到轮胎模具(100)的透气孔(200)中;
2.根据权利要求1所述的排气套,其特征在于,所述封堵件(400)为圆形盖板,在所述封堵件(400)上均匀间隔设置有多个弹力片(800)。
3.根据权利要求2所述的排气套,其特征在于,所述封堵件(400)上均匀间隔设置有2个弹力片(800)。
4.根据权利要求2所述的排气套,其特征在于,所述弹力片(800)包括连接部(801)和弯折部(802),所述连接部(801)与所述封堵件(400)连接,所述弯折部(802)与所述连接部(801)连接;且多个所述弹力片(800)形成圆形的外轮廓,且所述外轮廓的外径大于所述贯穿孔(500)的内径。
5.根据权利要求4所述的排气套,其特征在于,所述连接件(600)为直钢丝,且所述连接件(600)的一端弯曲形成所述固定件(700);
6.根据权利要求5所述的排气套,其特征在于,所述排气套主体(300)的外轮廓为柱状结构。
7.根据权利要求6所述的排气套,其特征在于,所述固定件(700)具有圆形抵接面,所述排气套主体(300)具有环形抵接面,且所述环形抵接面的外径与内径的差不小于所述圆形抵接面的直径。
8.根据权利要求1所述的排气套,其特征在于,所述排气套主体(300)的长度小于所述轮胎模具(100)上的透气孔(200)的长度。
9.根据权利要求1所述的排气套,其特征在于,所述封堵件(400)的外径不大于所述排气套主体(300)的外径。
10.一种轮胎模具(100),其特征在于,包括多个权利要求1-9任一项所述排气套。
技术总结
本技术提供了一种排气套及轮胎模具,涉及加工轮胎的模具的技术领域,该排气套包括排气套主体,所述排气套主体用于插入到轮胎模具的透气孔中;所述弹力片弯折使所述封堵件与所述排气套主体保持间隔,所述弹力片压合使封堵件封堵所述排气套主体的贯穿孔。本技术提供的排气套的排气套主体插入到轮胎模具的透气孔中,当需要排气的时候,弹力片处于弯折状态,此时封堵件与排气套主体之间保持间隔,这样气体能够从透气孔排出;当需要封闭的时候,胶料作用在封堵件上并克服弹力片的弹力,使弹力片与封堵件压合成一个平面将排气套主体的贯穿孔内,这样就无法形成胶柱;解决了后期清除轮胎上的胶柱,费时费力的问题。
技术研发人员:向春东,董继学,罗建刚,唐德全,朱万兵,熊国华,刘晓庆,钟建武,邓力华,邱太军,赵新辉,彭林
受保护的技术使用者:四川轮胎橡胶(集团)股份有限公司
技术研发日:20230619
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!