汽车排气管装饰框用成型模具的制作方法
本技术属于汽车配件加工模具,具体涉及一种汽车排气管装饰框用成型模具。
背景技术:
1、注塑成型由于具有生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精密等特点,因此被广泛应用。随着汽车工业的蓬勃发展,对汽车配件的生产效率要求也越来越高。汽车配件中多数也都采用注塑成型,其中一些带有大角度开口结构的产品,例如汽车排气管装饰框,如图1-图2所示,该产品的底部周圈设置有凹槽73,产品的侧壁周圈均布有安装用卡扣,所述产品的两端还向下凸设有安装孔71,所述安装孔71的外侧壁上设置有一倾斜的开口73,所述开口的角度通常在35°-45°之间,角度较大,为了更好的脱模,现有的方式通常采用行位与斜导柱结构,然而,行位斜度较大斜导柱运动过程受力容易断裂,而采用行位与油缸结合的结构时,行位的倾斜度较大,油缸运动过程中容易泄压,导致整个生产的成型效率不高,而维修麻烦,又无形中增加了成本。
技术实现思路
1、为了解决现有技术的不足,本实用新型提出了一种汽车排气管装饰框用成型模具。
2、本实用新型的目的通过以下技术方案来实现:
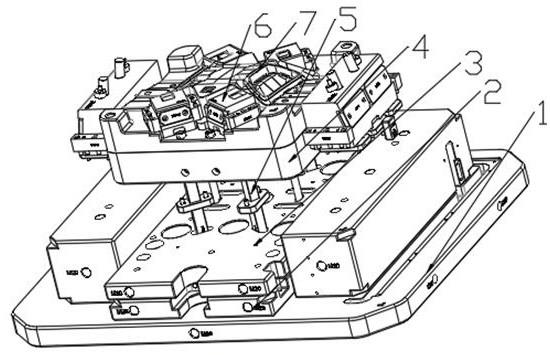
3、汽车排气管装饰框用成型模具,包括相互配合的上模和下模,所述下模由下至上包括底板、顶针面板、下模板,所述顶针面板上垂直设置有直顶,所述直顶的上端延伸至下模板内穿设于行位中,所述行位的一端向产品成型腔方向延伸设置有一行位斜柱,所述行位斜柱结构与产品侧壁开口相互配合。
4、优选地,所述直顶的上端向产品方向倾斜呈折角设置,所述行位内设置有与所述直顶上端相互配合的折角通孔。
5、优选地,所述顶针面板与所述底板之间设置有顶针底板。
6、优选地,所述下模板上设置有成型腔。
7、优选地,其特征在于:所述直顶设置有四个,两两为一组。
8、本实用新型的有益效果体现在:本实用新型通过直顶与行位相互结合,利用折弯的结构可以顺利的进行产品的脱模,且运动过程稳定,大大提高了产品的成型效率。同时,也减少了模具的维修成本,实用性强。
9、本实用新型不仅可以应用于汽车排气管装饰框的成型,同时,该脱模机理也适用于侧部具有大角度开口的产品。
技术特征:
1.汽车排气管装饰框用成型模具,包括相互配合的上模和下模,其特征在于:所述下模由下至上包括底板、顶针面板、下模板,所述顶针面板上垂直设置有直顶,所述直顶的上端延伸至下模板内穿设于行位中,所述行位的一端向产品成型腔方向延伸设置有一行位斜柱,所述行位斜柱结构与产品侧壁开口相互配合。
2.如权利要求1所述的汽车排气管装饰框用成型模具,其特征在于:所述直顶的上端向产品方向倾斜呈折角设置,所述行位内设置有与所述直顶上端相互配合的折角通孔。
3.如权利要求2所述的汽车排气管装饰框用成型模具,其特征在于:所述顶针面板与所述底板之间设置有顶针底板。
4.如权利要求1所述的汽车排气管装饰框用成型模具,其特征在于:所述下模板上设置有成型腔。
5.如权利要求1所述的汽车排气管装饰框用成型模具,其特征在于:所述直顶设置有四个,两两为一组。
技术总结
本技术提供了一种汽车排气管装饰框用成型模具,包括相互配合的上模和下模,所述下模由下至上包括底板、顶针面板、下模板,所述顶针面包上垂直设置有直顶,所述直顶的上端延伸至下模板内穿设于行位中,所述行位的一端向产品成型腔方向延伸设置有一行位斜柱,所述行位斜柱结构与产品侧壁开口相互配合。本技术的有益效果体现在:本技术通过直顶与行位相互结合,利用折弯的结构可以顺利的进行产品的脱模,且运动过程稳定,大大提高了产品的成型效率。同时,也减少了模具的维修成本,实用性强。
技术研发人员:韦敏贤
受保护的技术使用者:劳士领汽车配件(昆山)有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!