一种挤出机模具的制作方法
本技术涉及管材生产,更具体地,涉及一种挤出机模具。
背景技术:
1、挤出机模具属于成型模具的一种,它的出料方式是通过挤出这个动作来实现。在铝异型结构广泛应用,也用在塑胶件中、例如管材等。目前pvc管材的生产过程中,由于生产需求的不同,需要经常更换口模的口模,为保证挤出机模具的密封性,现有模具都是通过在模具上圆周均匀设置螺栓对口模进行固定,但是如此会导致更换口模时拆卸过程比较繁琐,更换口模所需耗时较长,进而影响工作效率,影响生产进度。同时,在更换口模的过程中,容易因为安装问题出现小幅度的错位,导致模具安装精度不足,影响产品质量。
2、现有技术中,存在一种封边条挤出机快速更换模具机构,包括机器法兰盘以及模具法兰盘;机器法兰盘贯穿设有第一固定槽;模具法兰盘贯穿设有第二固定槽;第一固定槽与第二固定槽之间设有螺杆;螺杆的一端设有第一螺帽;螺杆的另一端设有第二螺帽;模具法兰盘设有连接槽;连接槽内设有螺母。本实用新型通过将模具放置在模具法兰盘的另一侧,将螺母的螺孔与模具法兰盘的螺母进行对齐,然后再通过螺栓将模具法兰盘与模具压平以及锁紧,即可以完成模具与封边条挤出机的安装,能够大大地节省了安装工时,并且能保证安装精度,不漏料。该模具机构为保证密封性,在固定方式上,也是通过在模具上设置螺栓对口模进行固定,在更换口模时也是需要拆装较多的螺丝,拆卸更换口模时同样需要不少的时间,改进效果有限。
技术实现思路
1、本实用新型为克服上述现有技术中挤出机模具在保证密封性的同时带来更换口模耗时较长的缺陷,提供一种挤出机模具,能够在保证挤出机模具密封性的前提下降低口模的更换时长。
2、为解决上述技术问题,本实用新型采用的技术方案是:
3、一种挤出机模具,包括与挤出机连接的合流芯、与所述合流芯连接的多孔板、以及与所述多孔板连接的口模,所述合流芯与所述口模靠近所述多孔板的一端分别设有第一法兰盘和第二法兰盘,所述第一法兰盘与所述第二法兰盘相互连接,所述第一法兰盘和所述第二法兰盘通过快拆装置进行连接固定,所述快拆装置包括第一抱箍、与所述第一抱箍连接的第二抱箍、以及用于连接所述第一抱箍和第二抱箍的锁紧组件,所述第一法兰盘与所述第二法兰盘远离所述多孔板的一侧均设有第一斜面,所述第一抱箍与所述第二抱箍上均设有与所述第一斜面相贴合的第二斜面。
4、螺杆挤出机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型。合流芯与挤出机连接,合流芯再通过多孔板与口模连接,多孔板使熔体由旋转运动变为直线运动,便于熔体成型。为保证模具的密封性,现有模具都是通过法兰盘进行连接,再通过多组螺丝对法兰盘进行固定,本方案中,为了提升操作人员的换模效率,合流芯的与口模的连接结构进行了改进,合流芯的第一法兰盘与口模的第二法兰盘通过快拆装置连接,快拆装置包括第一抱箍和第二抱箍,第一抱箍和第二抱箍设有用于容纳第一法兰盘和第二法兰盘的凹槽,凹槽两侧设有第二斜面,同时第一法兰盘与第二法兰盘上设有与第二斜面相配合的第一斜面,当第一抱箍和第二抱箍通过锁紧组件相互抱紧时,第二斜面挤压第一斜面,使得第一法兰盘与第二法兰盘相互紧密贴合,保证密封性,如此,在第一抱箍和第二抱箍两端设置锁紧组件,操作人员只需松开两组锁紧组件即可将口模拆卸下来进行更换,可以极大节省换模时间,提升工作效率。
5、优选的,所述第一抱箍一端与所述第二抱箍铰接,另一端通过锁紧组件与所述第二抱箍连接。
6、第一抱箍和第二抱箍设置铰接连接后,锁紧组件只需设置在远离铰接处的一端,减少了锁紧组件的设置,进一步提升工作效率。
7、优选的,所述第一抱箍与所述第二抱箍通过双头螺柱进行铰接,所述双头螺柱两端均通过第一螺母进行紧固。
8、设置双头螺柱作为铰接处的铰接轴,同时在双头螺柱两端设置第一螺母进行紧固,进而将双头螺柱固定住,同时,还可以使用两个第一螺母进行固定,两个第一螺母旋进到设定位置后,两个第一螺母之间相对拧动,形成自锁,将双头螺柱固定在铰接处,使得该铰接连接为可拆卸的铰接连接,方便后续维修维护。
9、优选的,所述第一抱箍与所述第二抱箍上均设有便于拆卸所述锁紧组件的通槽,所述锁紧组件通过所述通槽和所述第一抱箍与所述第二抱箍连接。
10、设置通槽之后,锁紧组件在调松后即可从第一抱箍与第二抱箍上取下,而无需将锁紧组件完全相互拆出,例如当锁紧组件为螺栓与螺母时,只需将螺母拧松,即可将螺栓与螺母一同取下,而无需将螺母完全旋出脱离螺栓,使得操作人员在拆卸时更为方便高效。
11、优选的,所述锁紧组件包括螺栓和与所述螺栓连接的第二螺母。
12、选用螺栓及第二螺母,稳定可靠,强度也足够,螺栓及第二螺母还可以直接选用标准件,成本相对较低,而且对于体积重量较大的模具,其锁紧组件一般也只适合选用螺栓及第二螺母。
13、优选的,所述合流芯与所述第一法兰盘螺纹连接,所述口模与所述第二法兰盘螺纹连接。
14、第一法兰盘和第二法兰盘均通过螺纹与合流芯和口模连接,如此第一法兰盘和第二法兰盘可以设置为相同形状,可通用零件,另外,将之拆分设置后,对于体积重量较大的模具,在更换口模时,可以保留第一法兰盘或第二法兰盘无需更换,在一定程度上降低了不同模具的制造使用成本。
15、优选的,所述第一法兰盘与所述第二法兰盘上均设有定位槽,所述第一抱箍与所述第二抱箍上均设有与所述定位槽相配合的定位块。
16、设置定位槽后,第一法兰盘与第二法兰盘安装时,可以通过定位槽进行定位,避免第一法兰盘和第二法兰盘在安装时旋转偏位,避免出现密封性不足的情况,保证模具工作稳定性。
17、优选的,所述第一抱箍与所述第二抱箍上均设有观察孔。
18、观察孔用于观察第一法兰盘和第二法兰盘的端面是否紧密贴合,便于在更换完模具后的检查工作。
19、优选的,所述合流芯与所述口模相近的端面上均设有用于放置所述多孔板的凹槽。
20、设置凹槽用于放置多孔板,在更换口模时,多孔板可以卡在凹槽上不会掉落下来,避免在更换口模时多孔板掉落而影响工作。
21、优选的,所述多孔板侧面设有环状槽。
22、多孔板在工作时受到熔体的压力,其自身会在压力的作用下卡在凹槽上,设置环形槽可以方便操作人员将其取下,当需要取下多孔板时,操作人员使用工具可以很方便地通过环形槽将多孔板撬下。
23、与现有技术相比,有益效果是:
24、通过在第一法兰盘和第二法兰盘上均设置有第一斜面,再通过第一抱箍和第二抱箍同时卡住第一法兰盘和第二法兰盘进行抱紧锁定,第一抱箍和第二抱箍上的第二斜面贴合并挤压第一斜面,使合流芯和口模在第二斜面的挤压下紧密贴合,再在第一抱箍和第二抱箍两端设置锁紧组件,使得拆装口模时只需松开两组锁紧组件即可将口模拆卸下来进行更换,在保证模具密封性的同时极大节省换模时间,提升工作效率。
技术特征:
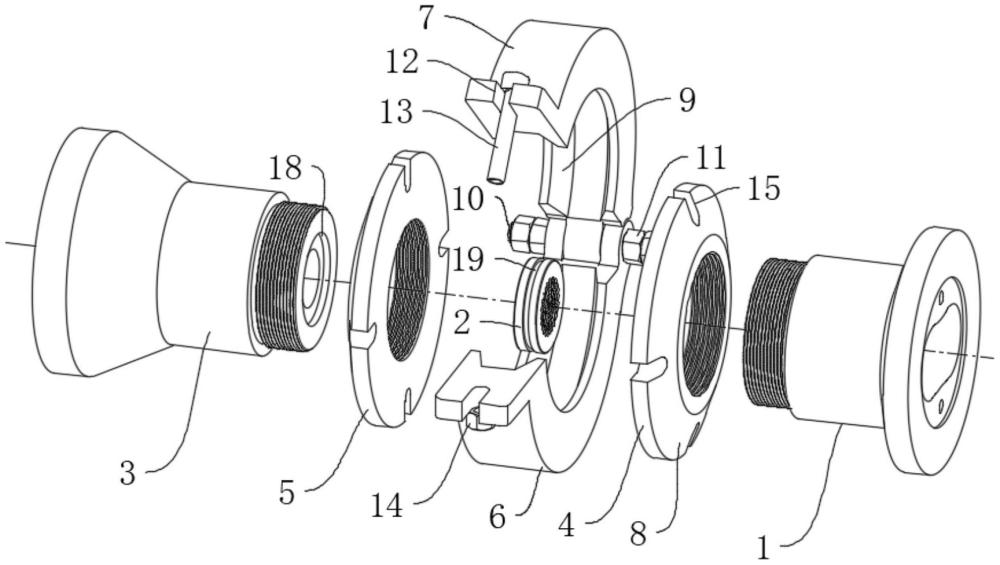
1.一种挤出机模具,包括与挤出机连接的合流芯(1)、与所述合流芯(1)连接的多孔板(2)、以及与所述多孔板(2)连接的口模(3),所述合流芯(1)与所述口模(3)靠近所述多孔板(2)的一端分别设有第一法兰盘(4)和第二法兰盘(5),所述第一法兰盘(4)与所述第二法兰盘(5)相互连接,其特征在于:所述第一法兰盘(4)和所述第二法兰盘(5)通过快拆装置进行连接固定,所述快拆装置包括第一抱箍(6)、与所述第一抱箍(6)连接的第二抱箍(7)、以及用于连接所述第一抱箍(6)和第二抱箍(7)的锁紧组件,所述第一法兰盘(4)与所述第二法兰盘(5)远离所述多孔板(2)的一侧均设有第一斜面(8),所述第一抱箍(6)与所述第二抱箍(7)上均设有与所述第一斜面(8)相贴合的第二斜面(9)。
2.根据权利要求1所述的一种挤出机模具,其特征在于:所述第一抱箍(6)一端与所述第二抱箍(7)铰接,另一端通过锁紧组件与所述第二抱箍(7)连接。
3.根据权利要求2所述的一种挤出机模具,其特征在于:所述第一抱箍(6)与所述第二抱箍(7)通过双头螺柱(10)进行铰接,所述双头螺柱(10)两端均通过第一螺母(11)进行紧固。
4.根据权利要求2所述的一种挤出机模具,其特征在于:所述第一抱箍(6)与所述第二抱箍(7)上均设有便于拆卸所述锁紧组件的通槽(12),所述锁紧组件通过所述通槽(12)和所述第一抱箍(6)与所述第二抱箍(7)连接。
5.根据权利要求4所述的一种挤出机模具,其特征在于:所述锁紧组件包括螺栓(13)和与所述螺栓(13)连接的第二螺母(14)。
6.根据权利要求1所述的一种挤出机模具,其特征在于:所述合流芯(1)与所述第一法兰盘(4)螺纹连接,所述口模(3)与所述第二法兰盘(5)螺纹连接。
7.根据权利要求6所述的一种挤出机模具,其特征在于:所述第一法兰盘(4)与所述第二法兰盘(5)上均设有定位槽(15),所述第一抱箍(6)与所述第二抱箍(7)上均设有与所述定位槽(15)相配合的定位块(16)。
8.根据权利要求7所述的一种挤出机模具,其特征在于:所述第一抱箍(6)与所述第二抱箍(7)上均设有观察孔(17)。
9.根据权利要求1所述的一种挤出机模具,其特征在于:所述合流芯(1)与所述口模(3)相近的端面上均设有用于放置所述多孔板(2)的凹槽(18)。
10.根据权利要求9所述的一种挤出机模具,其特征在于:所述多孔板(2)侧面设有环状槽(19)。
技术总结
本技术涉及一种挤出机模具,包括与挤出机连接的合流芯、与合流芯连接的多孔板、以及与多孔板连接的口模,合流芯与口模靠近多孔板的一端分别设有第一法兰盘和第二法兰盘,第一法兰盘与第二法兰盘相互连接,第一法兰盘和第二法兰盘通过快拆装置进行连接固定,快拆装置包括第一抱箍、与第一抱箍连接的第二抱箍、以及用于连接第一抱箍和第二抱箍的锁紧组件,第一法兰盘与第二法兰盘远离多孔板的一侧均设有第一斜面,第一抱箍与第二抱箍上均设有与第一斜面相贴合的第二斜面。如此,在第一抱箍和第二抱箍两端设置锁紧组件,使拆装口模时只需松开两组锁紧组件即可将口模拆卸下来进行更换,在保证模具密封性的同时极大节省换模时间,提升工作效率。
技术研发人员:业明晨,岳智文
受保护的技术使用者:云南联塑科技发展有限公司
技术研发日:20230629
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!