一种双色成型模具的制作方法
本技术涉及注塑模具,具体涉及一种双色成型模具。
背景技术:
1、图1示出了一种双色塑胶产品,该产品为用于音响等设备上的提手,为了提升手感和增加摩擦力,往往会在提手的背面设置一层软胶200。现有的方式通常是先分别注塑成型提手与软胶,其中,在注塑成型提手时,通常是将提手的上盖和下盖分开注塑成型,再将上盖与下盖安装在一起,之后再将软胶200包覆在拉手下盖远离上盖的端面上,并将两者安装固定。分三次注塑成型,致使加工效率很低;使用人工组装不仅慢,而且质量也无法保证;可见,此种加工方式效率比较低,而且不良品偏高。
技术实现思路
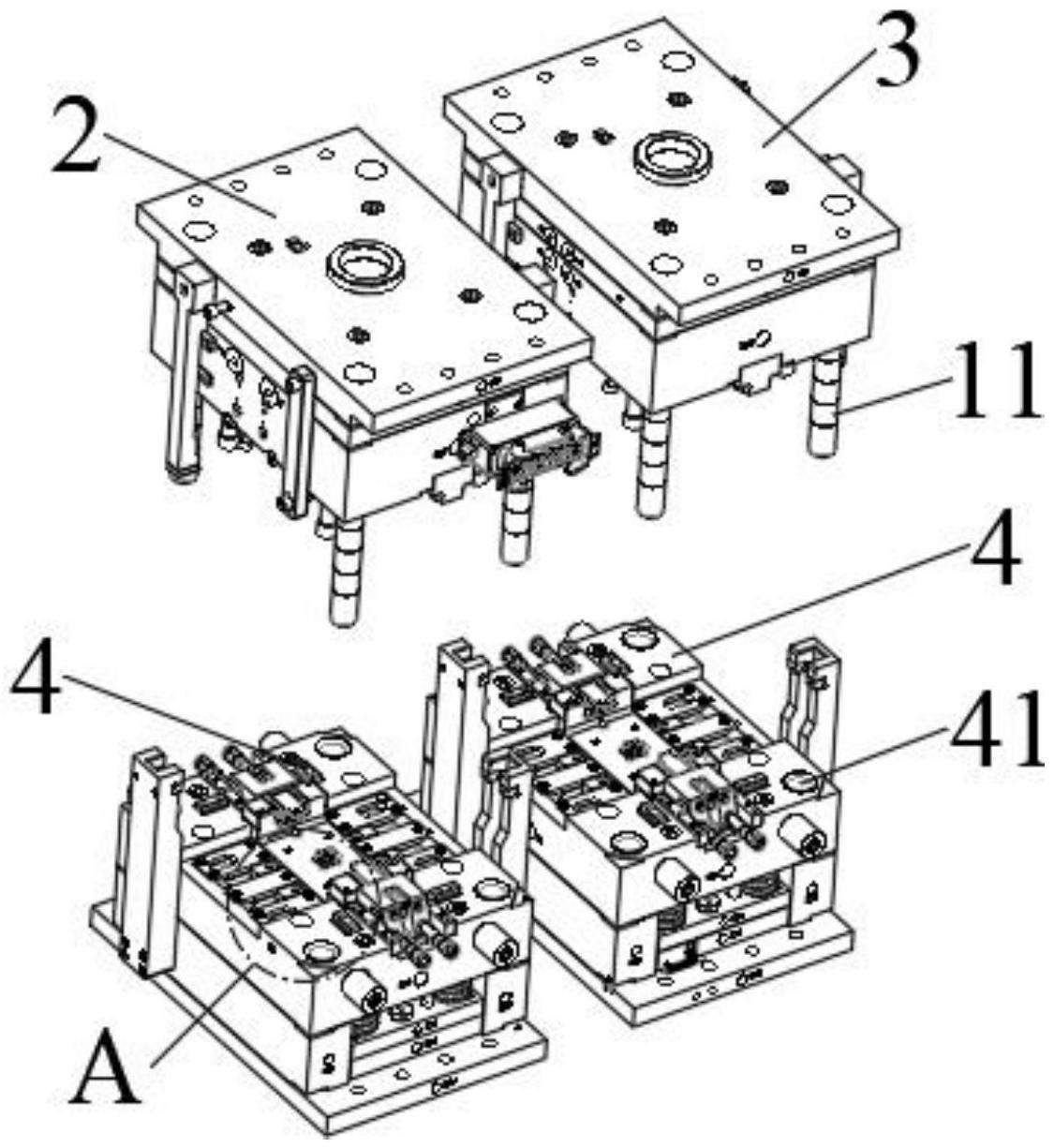
1、为了解决上述现有技术中存在的问题,本实用新型提供一种双色成型模具,包括转台、第一动模和第二动模,所述转台上设有两个定模,两个定模能够分别与第一动模和第二动模连接,所述第一动模与定模的连接处设有第一色型腔,所述第一色型腔用于成型第一色产品,所述第二动模与定模的连接处设置第二色型腔,所述第二色型腔套接在第一色产品靠近所述定模一侧的外围;所述第一动模内设有第一滑动组件,所述第一滑动组件与所述第一动模滑动连接,且所述第一滑动组件能够滑出所述第一动模,所述第一滑动组件用于打开所述第一色型腔,所述第二动模内设有第二滑动组件,所述第二滑动组件与所述第二动模滑动连接,且所述第二滑动组件能够滑出所述第二动模,所述第二滑动组件用于打开所述第二色型腔。
2、作为本实用新型的进一步改进,第一滑动组件包括呈镜像分布的两个滑块,所述滑块能够伸入或伸出所述第一动模,且所述滑块的外侧壁与所述第一动模的内侧壁斜面配合,从而使得两个滑块相互靠拢或相互分离,所述滑块上分别设有成型块,所述成型块能够伸入所述第一色型腔内,两个成型块能够密封抵接。
3、作为本实用新型的进一步改进,所述滑块的外侧壁上设有多个滑槽,所述第一动模的内侧壁上与所述滑槽的相对应位置处分别设有卡接块,所述卡接块与对应的所述滑槽滑动卡接。
4、作为本实用新型的进一步改进,所述滑块的下端面上设有多个第一卡块,所述定模上与所述第一卡块的相对应位置处分别设有第二卡块,所述第一卡块与对应的所述第二卡块可拆卸卡接。
5、作为本实用新型的进一步改进,所述滑块的外侧壁上设有多个耐磨块,所述耐磨块与所述第一动模的内侧壁滑动连接。
6、作为本实用新型的进一步改进,所述定模的上端面上设有限位块,所述成型块上与所述限位块的相对应位置处分别设有限位槽,所述限位槽能够与所述限位块限位卡接。
7、作为本实用新型的进一步改进,所述定模上分别设有导向孔,所述第一动模和第二动模上与所述导向孔的相对应位置处分别设有导向柱,所述导向柱插入对应的所述导向孔内滑动连接。
8、作为本实用新型的进一步改进,所述定模的上端面上设置有多个定位块,所述第一动模和第二动模上与所述定位块的相对应位置处分别设有定位槽,所述定位块能够与对应的所述定位槽限位卡接。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型中第一动模与定模合模之后能够直接在第一色型腔内成型第一色产品,第一色产品包括了提手的上盖和下盖;之后注塑机驱动开模,使得第一滑动组件滑出第一动模,从而打开第一色型腔,致使开模后能够将第一色产品留着定模上;并通过注塑机驱动转台旋转,使得两个定模调换位置,使得成型有第一色产品的定模与第二动模对位;再从新合模,在第二色型腔内进行第二次注塑成型,即在提手靠近定模的一侧成型软胶。在实际加工时,开合模一次,第一色型腔和第二色型腔则分别成型一次,本实用新型采用双色注塑,一次即可成型带软胶的提手,且提手的上盖与下盖一体注塑成型,能够大幅提高加工效率,也能够有效改善组装不良率偏高的问题。
技术特征:
1.一种双色成型模具,其特征在于:包括转台、第一动模和第二动模,所述转台上设有两个定模,两个定模能够分别与第一动模和第二动模连接,所述第一动模与定模的连接处设有第一色型腔,所述第一色型腔用于成型第一色产品,所述第二动模与定模的连接处设置第二色型腔,所述第二色型腔套接在第一色产品靠近所述定模一侧的外围;
2.根据权利要求1所述的双色成型模具,其特征在于:第一滑动组件包括呈镜像分布的两个滑块,所述滑块能够伸入或伸出所述第一动模,且所述滑块的外侧壁与所述第一动模的内侧壁斜面配合,从而使得两个滑块相互靠拢或相互分离,所述滑块上分别设有成型块,所述成型块能够伸入所述第一色型腔内,两个成型块能够密封抵接。
3.根据权利要求2所述的双色成型模具,其特征在于:所述滑块的外侧壁上设有多个滑槽,所述第一动模的内侧壁上与所述滑槽的相对应位置处分别设有卡接块,所述卡接块与对应的所述滑槽滑动卡接。
4.根据权利要求2所述的双色成型模具,其特征在于:所述滑块的下端面上设有多个第一卡块,所述定模上与所述第一卡块的相对应位置处分别设有第二卡块,所述第一卡块与对应的所述第二卡块可拆卸卡接。
5.根据权利要求2所述的双色成型模具,其特征在于:所述滑块的外侧壁上设有多个耐磨块,所述耐磨块与所述第一动模的内侧壁滑动连接。
6.根据权利要求2所述的双色成型模具,其特征在于:所述定模的上端面上设有限位块,所述成型块上与所述限位块的相对应位置处分别设有限位槽,所述限位槽能够与所述限位块限位卡接。
7.根据权利要求1-6中任一项所述的双色成型模具,其特征在于:所述定模上分别设有导向孔,所述第一动模和第二动模上与所述导向孔的相对应位置处分别设有导向柱,所述导向柱插入对应的所述导向孔内滑动连接。
8.根据权利要求7所述的双色成型模具,其特征在于:所述定模的上端面上设置有多个定位块,所述第一动模和第二动模上与所述定位块的相对应位置处分别设有定位槽,所述定位块能够与对应的所述定位槽限位卡接。
技术总结
本技术公开了一种双色成型模具,包括转台、第一动模和第二动模,转台上设有两个定模,两个定模能够分别与第一动模和第二动模连接,第一动模与定模的连接处设有第一色型腔,第一色型腔用于成型第一色产品,第二动模与定模的连接处设置第二色型腔,第二色型腔套接在第一色产品靠近定模一侧的外围;第一动模内设有第一滑动组件,第一滑动组件用于打开第一色型腔,第二动模内设有第二滑动组件,第二滑动组件用于打开第二色型腔。本技术采用双色注塑,可一次成型带软胶的提手,且提手的上盖与下盖一体注塑成型,能够大幅提高加工效率,也能够有效改善组装不良率偏高的问题。
技术研发人员:刘德雄,李周才,曾新建,刘育庆
受保护的技术使用者:深圳乐新模塑有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!