一种气辅成型结构的制作方法
本技术涉及一种气辅成型结构,具体是一种气辅成型结构。
背景技术:
1、汽车目前都在尽可能减少车身的整体重量,汽车内外饰塑料件也需要进行减重,工艺进行迭代更新,气辅就是利用氮气高压吹气将产品内部的胶量从产品中吹出,形成空芯结构。
2、目前汽车后备门饰板上的侧饰板及上饰板上存在气辅成型的产品,其利用氮气设备与成型机信号匹配,在压力和时间的作用下,通过进气阀针将氮气打入产品中,再借成型设备的冷却循环水使产品达到定型效果,汽车后备门侧饰板的模具设计主要是多点分段进胶并且进胶口同时也是氮气进气口,该产品在注塑成型时为了防止最后吹气的出气孔胶位冷却,产品内部胶量无法排出,所以进胶口数量必须多且需要准确控制每个进胶口的进胶时间及进胶顺序再调整进气的时间,这样多点配合会造成产品不良率居高不下,对设备精度的要求偏高,从而导致生产成本过高。
技术实现思路
1、本实用新型的目的在于提供一种气辅成型结构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种气辅成型结构,包括进胶组件,所述进胶组件包括进胶流道,所述进胶流道底部固定连接胶管,所述进胶流道内壁设置有止逆阀一,所述胶管右侧固定连接产品成型模具,所述产品成型模具用于加工汽车内外饰塑料件,所述产品成型模具远离进胶流道一端外壁固定安装氮气进气管,所述胶管远离产品成型模具一端固定连接溢胶流道,所述溢胶流道固定连接溢料包,所述溢胶流道内壁滑动连接有止逆阀二。
4、在本实用新型的一种优选实施方式中,所述止逆阀二用于控制溢胶流道通断,所述止逆阀二底端固定连接有连结杆。
5、在本实用新型的一种优选实施方式中,所述连结杆底端固定连接有油缸,所述油缸用于控制止逆阀二在溢胶流道内壁进行升降,控制溢胶流道通断
6、在本实用新型的一种优选实施方式中,所述产品成型模具设置有双层空腔结构,上层所述空腔结构用于进胶浇注成品成型,下层所述空腔结构用于通入冷却水对产品冷却成型。
7、在本实用新型的一种优选实施方式中,所述产品成型模具靠近氮气进气管的一端外壁固定安装冷却水进水管,所述冷却水进水管设置有两个。
8、在本实用新型的一种优选实施方式中,所述冷却水进水管与下层所述空腔结构导通,所述氮气进气管与上层所述空腔结构导通,所述滑块外壁开设有氮气出气口,所述氮气出气口用于将多余氮气排出。
9、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
10、1.通过设置进胶流道,在进胶流道中布置止逆阀一,通过进胶流道对产品成型模具中注胶,通过产品成型模具进行制作汽车内外饰塑料件,通过通入氮气将多余的胶体吹出,对汽车内外饰塑料件进行减重,将胶通过溢胶流道进入到溢料包中,从而方便灵活控制胶的加注量和对汽车内外饰塑料件进行减重,提高了设备使用的实用性和便利性;
11、2.通过在溢胶流道和进胶流道中设置止逆阀,从而方便使得在对产品成型模具加胶时,能够避免胶进入到溢料包中,对通过氮气吹胶对汽车内外饰塑料件进行减重时,能够避免胶通过进胶流道进行逆流,从而方便控制胶体的流向,提高了设备使用的稳定性。
技术特征:
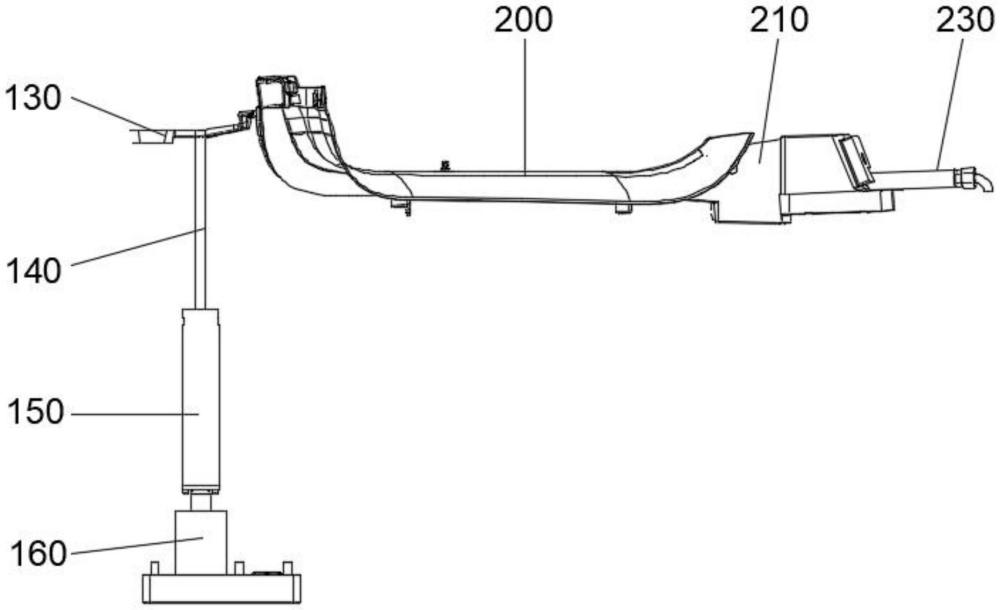
1.一种气辅成型结构,包括进胶组件,所述进胶组件包括进胶流道(100),所述进胶流道(100)底部固定连接胶管(110),所述进胶流道(100)内壁设置有止逆阀一,所述胶管(110)右侧固定连接产品成型模具(200),所述产品成型模具(200)用于加工汽车内外饰塑料件,其特征在于,所述产品成型模具(200)远离进胶流道(100)一端外壁固定安装氮气进气管(230),所述胶管(110)远离产品成型模具(200)一端固定连接溢胶流道(120),所述溢胶流道(120)固定连接溢料包(130),所述溢胶流道(120)内壁滑动连接有止逆阀二(140)。
2.根据权利要求1所述的一种气辅成型结构,其特征在于,所述止逆阀二(140)用于控制溢胶流道(120)通断,所述止逆阀二(140)底端固定连接有连结杆(150)。
3.根据权利要求2所述的一种气辅成型结构,其特征在于,所述连结杆(150)底端固定连接有油缸(160),所述油缸(160)用于控制止逆阀二(140)在溢胶流道(120)内壁进行升降,控制溢胶流道(120)通断。
4.根据权利要求1所述的一种气辅成型结构,其特征在于,所述产品成型模具(200)设置有双层空腔结构,上层所述空腔结构用于进胶浇注成品成型,下层所述空腔结构用于通入冷却水对产品冷却成型。
5.根据权利要求4所述的一种气辅成型结构,其特征在于,所述产品成型模具(200)靠近氮气进气管(230)的一端外壁固定安装冷却水进水管(240),所述冷却水进水管(240)设置有两个。
6.根据权利要求5所述的一种气辅成型结构,其特征在于,所述冷却水进水管(240)与下层所述空腔结构导通,所述氮气进气管(230)与上层所述空腔结构导通,所述产品成型模具(200)远离进胶流道(100)一端滑动连接滑块(210),所述滑块(210)外壁开设有氮气出气口(220),所述氮气出气口(220)用于将多余氮气排出。
技术总结
本技术公开了一种气辅成型结构,包括进胶组件,所述进胶组件包括进胶流道,所述进胶流道底部固定连接胶管,所述进胶流道内壁设置有止逆阀一,所述胶管右侧固定连接产品成型模具,所述产品成型模具远离进胶流道一端外壁固定安装氮气进气管,所述胶管远离产品成型模具一端固定连接溢胶流道,所述溢胶流道固定连接溢料包,涉及气辅技术领域,通过设置进胶流道,在进胶流道中布置止逆阀一,通过进胶流道对产品成型模具中注胶,通过产品成型模具进行制作汽车内外饰塑料件,对汽车内外饰塑料件进行减重,将胶通过溢胶流道进入到溢料包中,从而方便灵活控制胶的加注量和对汽车内外饰塑料件进行减重,提高了设备使用的实用性和便利性。
技术研发人员:朱旭
受保护的技术使用者:南京南条全兴汽车内饰系统有限公司
技术研发日:20230711
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!