一种水溶模-金属接头橡胶内胆模具的制作方法
本技术属于纤维复合材料设计制造领域,特别是涉及一种水溶模-金属接头橡胶内胆模具。
背景技术:
1、纤维复合材料以其轻质高强的优异特性在各行各业的应用越来越多。随着轨道交通、新能源和汽车等领域的发展,为了提高储能,发挥最佳能效,对存储压缩气体的气瓶提出了要求,轻质高强的纤维复合材料气瓶应运而生。气瓶需满足密封性和一定的耐压性,而纤维复合材料本身不具备密封性能,需要设计具有密封性的内胆,并在内胆上通过缠绕工艺成型。
2、目前,纤维复合材料气瓶的成型大多采用在有一定强度的金属材料内胆上进行,而金属内胆的制造工艺复杂、造价昂贵、操作实施困难,尤其对于较薄、较大的金属内胆,质量更难以保证,成型过程中很容易发生变形,尤其当气瓶的重量要求比较苛刻、两端带有不等极孔时,金属内衬的应用就更受限,甚至无法实施。生产实施当中,金属内胆气瓶成型时容易受力导致内胆损坏或者报废,从而造成内胆、纤维和人力资源的浪费,不能保证一次性成品率,且价格昂贵、研制周期长、高压循环寿命低、耐腐蚀性差。为了满足特种作业的需求,这就对在使用条件下能耐腐蚀高压循环寿命长、且成本低的气瓶内胆的设计和工艺方法提出了要求。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种水溶模-金属接头橡胶内胆模具,实现了气瓶的橡胶内胆制作,橡胶将金属接头包覆其中,成型在水溶模上,经高压真空硫化后形成了金属接头-橡胶一体化的内胆,水溶模可以承载成型中的张力,缠绕成型中不会产生变形,成型过程稳定,橡胶的高压循环寿命长、耐腐蚀,且成本低,该水溶模-金属接头橡胶内胆研制周期短、成型过程稳定、提高了生产效率、降低了成本。
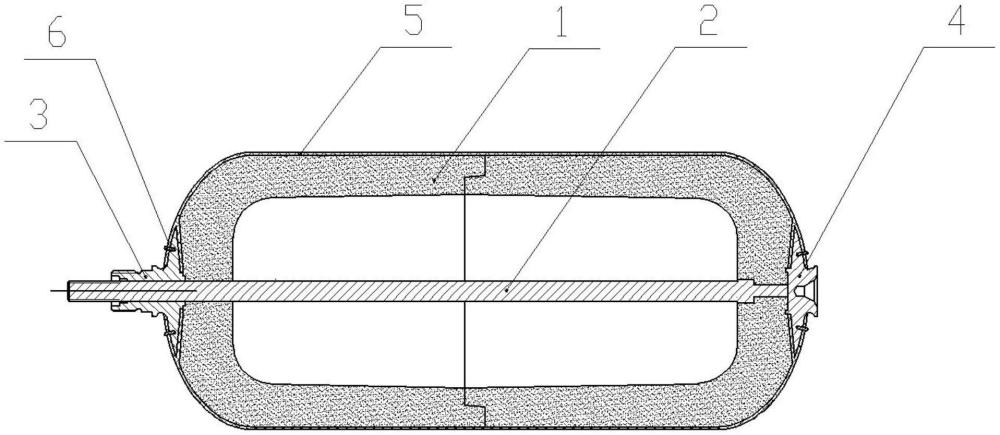
2、为实现上述目的,本实用新型采用以下技术方案:一种水溶模-金属接头橡胶内胆模具,包括水溶模、芯模定位轴、前接头、后接头和止动钉,所述水溶模前后分别固定有前接头和后接头,所述水溶模中贯穿有芯模定位轴,所述芯模定位轴前端穿出前接头,后端抵住后接头,所述前接头上固定有止动钉。
3、更进一步地,所述水溶模包括前接头水溶模和后接头水溶模,所述前接头水溶模的封头处设计了和气瓶相匹配的前接头定位槽、一号前接头配合面和前封头,所述后接头水溶模的封头处设计了和气瓶相匹配的后接头定位槽、一号后接头配合面和后封头。
4、更进一步地,所述前接头水溶模的后端连接面设置有前接头水溶模直口,所述后接头水溶模的前端面设置有后接头水溶模直口,所述前接头水溶模和后接头水溶模通过前接头水溶模直口和后接头水溶模直口对位粘接固定在一起。
5、更进一步地,所述芯模定位轴的后端设置芯模接轴定位台和芯模定位止动接头,所述芯模定位止动接头设计为扁平状,所述后接头水溶模上设置有定位孔和芯模接轴定位面,所述芯模定位止动接头与定位孔的扁平孔段部分配合定位,限定气瓶的周向位置,芯模接轴定位台和芯模接轴定位面配合定位,限定芯模定位轴和水溶模的轴向相对位置。
6、更进一步地,所述芯模定位轴前端设置有芯模接轴螺纹。
7、更进一步地,所述前接头包括前接头止动孔、前接头定位面、二号前接头配合面、前接头弧形面、前接头弧形根部、前接头螺纹和前接头配合孔,所述前接头止动孔与止动钉头部粘接,前接头弧形面上的前接头弧形面胶片缠绕结构层,防止前接头发生转动,前接头定位面和芯模前接头定位槽配合定位,二号前接头配合面包覆前接头配合面胶片后粘接固定在一号前接头配合面上,前接头弧形面包覆前接头弧形面胶片后形成前封头,前接头弧形根部限定胶片位置和纵向纤维缠绕极孔,前接头螺纹为端口配合,前接头配合孔和芯模定位轴配合定位。
8、更进一步地,所述后接头包括后接头止动孔、后接头定位面、二号后接头配合面、后接头弧形面、后接头顶尖孔和后接头弧形根部,后接头止动孔与止动钉头部粘接,固定弧形面上的胶片和缠绕结构层,防止后接头发生转动,后接头定位面和芯模后接头定位槽配合定位,二号后接头配合面包覆后接头配合面胶片后粘接固定在一号后接头配合面上,后接头弧形面包覆后接头弧形面胶片后形成后封头,后接头顶尖孔和缠绕机顶尖定位连接,后接头弧形根部限定胶片位置和纵向纤维缠绕极孔。
9、更进一步地,前接头配合面胶片、前接头弧形面胶片、后接头配合面胶片和后接头弧形面胶片为环形,环形的内径分别和接头相应位置的尺寸相一致,环形的外径比接头的外径大5mm,在外径一侧打坡口,以与相邻胶片进行搭接,平滑过渡。
10、更进一步地,前封头胶片和后封头胶片为开口扇环,扇环的外径比封头的外径大5mm,扇环的周长比封头长5mm,在开口的两端和扇环的内、外径两侧打坡口,以在开口处对位搭接和与相邻胶片进行搭接,平滑过渡。
11、更进一步地,气瓶柱段胶片为矩形,周长比水溶模柱段周长长5mm,在胶片的四边打坡口,以与相邻胶片进行搭接,平滑过渡。
12、与现有技术相比,本实用新型所述的一种水溶模-金属接头橡胶内胆模具的有益效果是:
13、(1)本实用新型所述的水溶模-金属接头橡胶内胆采用水溶性芯模取代金属芯模,一方面水溶模可以承载,承受成型中的张力,缠绕成型中不会产生变形,成型过程稳定;另一方面,水溶模的成型制作简单方便,设计灵活,不受尺寸和大小的限制,成型完成后可以溶解芯模。
14、(2)并且本实用新型在水溶模上实现了气瓶的橡胶内胆制作,橡胶将金属接头包覆其中,成型在水溶模上,经高压真空硫化后形成了金属接头-橡胶一体化的内胆,可以实现气瓶的高压使用,橡胶内胆的高压循环寿命长、耐腐蚀,且成本低。
15、(3)本实用新型的金属接头包覆埋缠在胶片层中和缠绕结构层中,保证了气瓶接口尺寸的精准性,同时金属接头上设计有止动孔,粘接预埋的止动钉保证了金属接头和胶片层以及缠绕结构层的稳定连接,并防止金属接头受力时发生转动。
16、(4)本实用新型所述的水溶模-金属接头橡胶内胆实现了气瓶的高压需求,研制周期短、设计灵活、成型过程稳定、提高了生产效率、降低了成本。
技术特征:
1.一种水溶模-金属接头橡胶内胆模具,其特征在于:包括水溶模(1)、芯模定位轴(2)、前接头(3)、后接头(4)和止动钉(6),所述水溶模(1)前后分别固定有前接头(3)和后接头(4),所述水溶模(1)中贯穿有芯模定位轴(2),所述芯模定位轴(2)前端穿出前接头(3),后端抵住后接头(4),所述前接头(3)上固定有止动钉(6)。
2.根据权利要求1所述的水溶模-金属接头橡胶内胆模具,其特征在于:所述水溶模(1)包括前接头水溶模(7)和后接头水溶模(8),所述前接头水溶模(7)的封头处设置和气瓶相匹配的前接头定位槽(9)、一号前接头配合面(11)和前封头(12),所述后接头水溶模(8)的封头处设置和气瓶相匹配的后接头定位槽(10)、一号后接头配合面(13)和后封头(14)。
3.根据权利要求2所述的水溶模-金属接头橡胶内胆模具,其特征在于:所述前接头水溶模(7)的后端连接面设置有前接头水溶模直口(15),所述后接头水溶模(8)的前端面设置有后接头水溶模直口(16),所述前接头水溶模(7)和后接头水溶模(8)通过前接头水溶模直口(15)和后接头水溶模直口(16)对位粘接固定在一起。
4.根据权利要求3所述的水溶模-金属接头橡胶内胆模具,其特征在于:所述芯模定位轴(2)的后端设置有芯模接轴定位台(18)和芯模定位止动接头(17),所述芯模定位止动接头(17)为扁平状,所述后接头水溶模(8)上设置有定位孔和芯模接轴定位面(20),所述芯模定位止动接头(17)与定位孔的扁平孔段部分配合定位,限定气瓶的周向位置,芯模接轴定位台(18)和芯模接轴定位面(20)配合定位,限定芯模定位轴(2)和水溶模(1)的轴向相对位置。
5.根据权利要求4所述的水溶模-金属接头橡胶内胆模具,其特征在于:所述芯模定位轴(2)前端设置有芯模接轴螺纹(19)。
6.根据权利要求5所述的水溶模-金属接头橡胶内胆模具,其特征在于:所述前接头(3)包括前接头止动孔(27)、前接头定位面(28)、二号前接头配合面(29)、前接头弧形面(30)、前接头弧形根部(31)、前接头螺纹(32)和前接头配合孔(33),所述前接头止动孔(27)与止动钉头部(34)粘接,前接头弧形面(30)上的前接头弧形面胶片(36)缠绕结构层,防止前接头(3)发生转动,前接头定位面(28)和芯模前接头定位槽(9)配合定位,二号前接头配合面(29)包覆前接头配合面胶片(35)后,粘接固定在一号前接头配合面(11)上,前接头弧形面(30)包覆前接头弧形面胶片(36)后形成前封头(12),前接头弧形根部(31)限定胶片位置和纵向纤维缠绕极孔,前接头螺纹(32)为端口配合,前接头配合孔(33)和芯模定位轴(2)配合定位。
7.根据权利要求6所述的水溶模-金属接头橡胶内胆模具,其特征在于:所述后接头(4)包括后接头止动孔(21)、后接头定位面(22)、二号后接头配合面(23)、后接头弧形面(24)、后接头顶尖孔(25)和后接头弧形根部(26),后接头止动孔(21)与止动钉头部(34)粘接,后接头弧形面(24)上的后接头弧形面胶片(38)和缠绕结构层,防止后接头(4)发生转动,后接头定位面(22)和芯模后接头定位槽(10)配合定位,二号后接头配合面(23)包覆后接头配合面胶片(37)后粘接固定在一号后接头配合面(13)上,后接头弧形面(24)包覆后接头弧形面胶片(38)后形成后封头(14),后接头顶尖孔(25)和缠绕机顶尖定位连接,后接头弧形根部(26)限定胶片位置和纵向纤维缠绕极孔。
8.根据权利要求7所述的水溶模-金属接头橡胶内胆模具,其特征在于:前接头配合面胶片(35)、前接头弧形面胶片(36)、后接头配合面胶片(37)和后接头弧形面胶片(38)为环形,环形的内径分别和接头相应位置的尺寸相一致,环形的外径比接头的外径大5mm,在外径一侧打坡口。
9.根据权利要求7所述的水溶模-金属接头橡胶内胆模具,其特征在于:前封头胶片(39)和后封头胶片(40)为开口扇环,扇环的外径比封头的外径大5mm,扇环的周长比封头长5mm,在开口的两端和扇环的内、外径两侧打坡口。
10.根据权利要求7所述的水溶模-金属接头橡胶内胆模具,其特征在于:气瓶柱段胶片(41)为矩形,周长比水溶模柱段周长长5mm,在胶片的四边打坡口。
技术总结
本技术提出了一种水溶模‑金属接头橡胶内胆模具,实现了气瓶的橡胶内胆制作,其包括水溶模、芯模定位轴、前接头、后接头、橡胶内胆和止动钉,橡胶将金属接头包覆其中,成型在水溶模上,经高压真空硫化后形成了金属接头‑橡胶一体化的内胆,水溶模可以承载成型中的张力,缠绕成型中不会产生变形,成型过程稳定。本技术的金属接头包覆埋缠在胶片层中和缠绕结构层中,保证了气瓶接口尺寸的精准性,同时金属接头上设计有止动孔,粘接预埋的止动钉保证了金属接头和胶片层以及缠绕结构层的稳定连接,并防止金属接头受力时发生转动。该水溶模‑金属接头橡胶内胆研制周期短、成型过程稳定、提高了生产效率、降低了成本。
技术研发人员:吴冬辉,吴伟萍,孙营,谭向东,费春东,杨丽萍
受保护的技术使用者:哈尔滨玻璃钢研究院有限公司
技术研发日:20230711
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!