一种新能源汽车配件注塑模具的制作方法
本技术涉及注塑模具,具体为一种新能源汽车配件注塑模具。
背景技术:
1、随着电动汽车与无人驾驶技术以及新能源汽车时代的到来,汽车轻量化设计将是汽车设计的必然趋势,而实现汽车轻量化目标的手段就是以塑代钢,因塑料不但质量轻,而且安全性更好,所以塑料大量利用于汽车行业,而注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑胶由注塑机高压射入模腔,经冷却固化后,得到成形品;
2、现有对应新能源汽车配件的注塑模具在注塑成型的过程,是将温度较高的融熔塑料,通过高压注射进入温度较低的模具中,经过冷却固化,从而得到所需要的制品.成型周期是成型中一个重要的环节,然而成型周期中50%~60%的时间用来对制品的冷却,因此,冷却系统在注塑模具中起着重要作用。
3、然而,在实际生产过程中,模具内有些远离冷却管路区域,无法达到正常的冷却成效,这些区域通常采用障板管来达到均匀的冷却效果。结构多如图1所示。障板管是垂直钻过主要冷却孔道的冷却管道,并且在冷却管道加入一隔板将其分隔成两个半圆形流路,冷却剂从主要冷却孔道流进隔板一侧,进到结尾再回流到隔板的另一侧,最后回流到主要冷却孔道。障板管提供冷却剂最大接触面积,但在冷却剂流过障板管时,高速、高压的冷却剂会导致其隔板很难维持在中央位置,这就导致模腔内的两侧的冷却效果及温度可能不同。
4、对此,有必要提出一种改进的技术方案来解决上述问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
2、一种新能源汽车配件注塑模具,包括有上模和相对应的下模,上模和下模共设有模仁,模仁内具有用于产品成型的模腔;
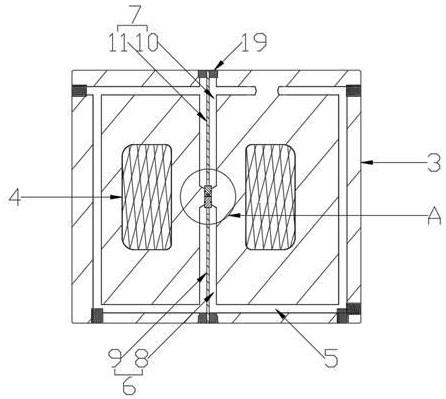
3、在模仁上成型有围绕模腔设置的冷却孔道,在模仁的侧面上设有两个呈相对设置的第一障板管和第二障板管,第一障板管包括有垂直钻过冷却孔道的第一冷却管路以及垂直插入于第一冷却管路的第一隔板,第二障板管包括有垂直钻过冷却孔道的第二冷却管路以及垂直插入于第二冷却管路的第二隔板,第一隔板和第二隔板分别将第一冷却管路和第二冷却管路分隔成两个相互连通的半圆形流路,且该四个半圆形流路均与冷却孔道连通;
4、第一冷却管路和第二冷却管路相对的一端分别内凹设置有相互连通的第一固定槽和第二固定槽,第一隔板和第二隔板相对的一端分别凸设有第一凸柱和第二凸柱,且第一凸柱与第一固定槽插接配合,第二凸柱与第二固定槽插接配合,其中,第一凸柱相对第二凸柱的一端凸设有对接柱,第二凸柱相对第一凸柱的一端内凹有对接槽,对接柱与对接槽插接配合。
5、作为本实用新型进一步方案:第一隔板对应模仁侧面的一端以及第二隔板对应模仁侧面的一端均设置有分别用于封堵冷却孔道在模仁侧面开口上的密封盖,第一凸柱和第二凸柱的周缘上均套设有分别用于封堵第一固定槽和第二固定槽的密封圈。
6、作为本实用新型进一步方案:第一隔板和第二隔板远离密封盖的一端均开设有连通对应半圆形流路的通口。
7、作为本实用新型进一步方案:第一固定槽和第二固定槽的孔径均分别小于第一冷却管路和第二冷却管路的孔径。
8、作为本实用新型进一步方案:对接柱的直径大于对接槽的孔径,且对接柱与对接槽的插接配合为弹性插接配合。
9、与现有技术相比,本实用新型的有益效果如下:
10、1)通过在第一隔板和第二隔板相对的一端分别凸设有第一凸柱和第二凸柱,结合通过在第一冷却管路中内凹有插接配合于第一凸柱的第一固定槽,第二冷却管路中内凹有插接配合于第二凸柱的第二固定槽,如此,第一隔板能够通过第一凸柱和第一固定槽的插接配合来获得支撑点,以此第一隔板能够得到固定,同理,第二隔板能够通过第二凸柱和第二固定槽的插接配合来获得支撑点,以此第二隔板也能够得到固定,从而在冷却剂流过第一障板管以及第二障板管时,高速、高压的冷却剂不会使第一隔板和第二隔板轻易产生偏移,同时也能保证两个模腔内的冷却效果及温度均匀,保证产品的单一性原则;
11、2)通过将第一固定槽和第二固定槽相互连通的方式,结合在第一凸柱上相对第二凸柱的一端凸设有对接柱,第二凸柱相对第一凸柱的一端内凹有对接槽,第一隔板和第二隔板有能够通过对接柱与对接槽的插接配合来连接为一体,进一步提高了第一隔板和第二隔板的稳定性,同时能够有效保证第一隔板不会轻易脱离于第一冷却管路,第二隔板不会轻易脱离于第二冷却管路,从而保证通过第一隔板和第二隔板能够持续性且稳定地起到均匀的冷却效果,并且通过两个障板管的设置,有利于模仁内远离冷却管路的区域能够充分达到冷却的成效。
12、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种新能源汽车配件注塑模具,包括有上模和相对应的下模,上模和下模共设有模仁,模仁内具有用于产品成型的模腔,其特征在于,
2.根据权利要求1所述的一种新能源汽车配件注塑模具,其特征在于,第一隔板对应模仁侧面的一端以及第二隔板对应模仁侧面的一端均设置有分别用于封堵冷却孔道在模仁侧面开口上的密封盖,第一凸柱和第二凸柱的周缘上均套设有分别用于封堵第一固定槽和第二固定槽的密封圈。
3.根据权利要求2所述的一种新能源汽车配件注塑模具,其特征在于,第一隔板和第二隔板远离密封盖的一端均开设有连通对应半圆形流路的通口。
4.根据权利要求1所述的一种新能源汽车配件注塑模具,其特征在于,第一固定槽和第二固定槽的孔径均分别小于第一冷却管路和第二冷却管路的孔径。
5.根据权利要求1所述的一种新能源汽车配件注塑模具,其特征在于,对接柱的直径大于对接槽的孔径,且对接柱与对接槽的插接配合为弹性插接配合。
技术总结
本技术公开了一种新能源汽车配件注塑模具,涉及注塑模具技术领域,包括有上模和相对应的下模,上模和下模共设有模仁,模仁内具有用于产品成型的模腔,在模仁上成型有围绕模腔设置的冷却孔道,在模仁的侧面上设有两个呈相对设置的第一障板管和第二障板管,第一障板管包括有垂直钻过冷却孔道的第一冷却管路以及垂直插入于第一冷却管路的第一隔板,第二障板管包括有垂直钻过冷却孔道的第二冷却管路以及垂直插入于第二冷却管路的第二隔板;从而在冷却剂流过第一障板管以及第二障板管时,高速、高压的冷却剂不会使第一隔板和第二隔板轻易产生偏移,同时也能保证两个模腔内的冷却效果及温度均匀。
技术研发人员:刘良辉
受保护的技术使用者:东莞市腾捷模具实业有限公司
技术研发日:20230725
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!