一种用于同时生产两款产品的模具的制作方法
本技术涉及注塑模具的,具体涉及一种用于同时生产两款产品的模具。
背景技术:
1、为了节省成本,很多塑胶产品注塑会将两个或几个产品做到一套模具上面。这两个或几个产品通常对称设置,对称件能很好地平衡模流,保证注塑均匀。
2、但是,当这两个或几个产品形状不对称时,会导致产品注塑不均匀,特别是当两个产品体积差距较大时,会导致体积小的产品打出披风尺寸偏大,体积大的产品未打饱满。
技术实现思路
1、基于上述表述,本实用新型提供了一种用于同时生产两款产品的模具,通过设置调节阀,能够调节进胶量,保证两个形状不对称的型腔内产品的质量及尺寸。
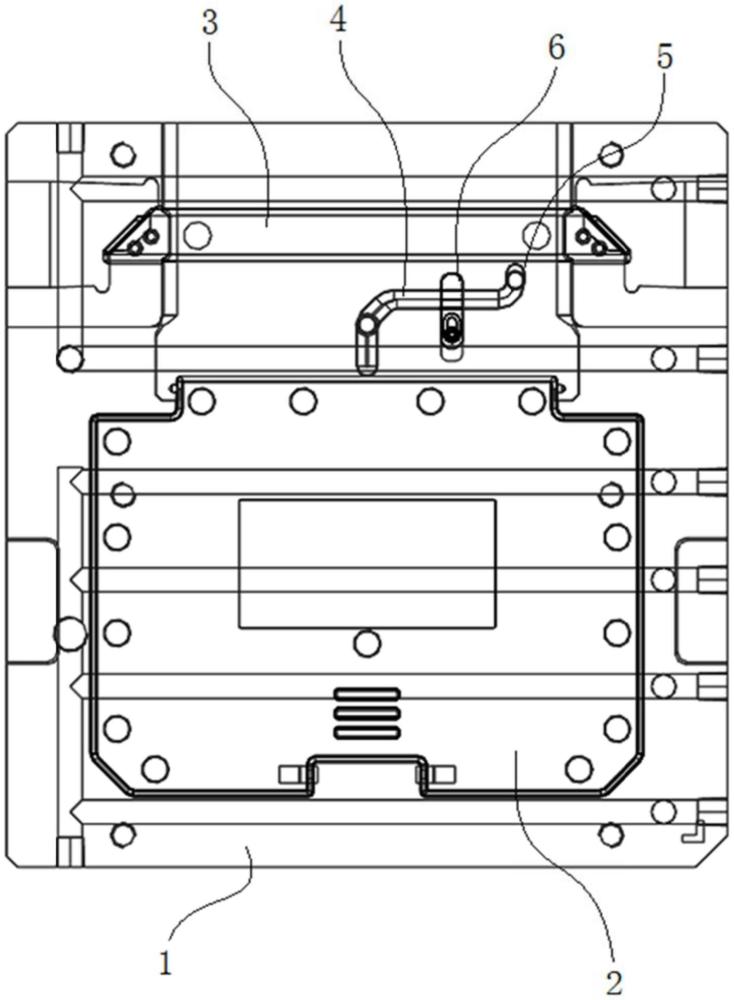
2、本实用新型解决上述技术问题的技术方案如下:一种用于同时生产两款产品的模具,所述模具的顶端设置有第一型腔、第二型腔和主流道;所述主流道包括第一流道段和第二流道段,所述第一流道段的一端与所述第二流道段的一端通过节流阀相连,所述第一流道段的另一端连接所述第一型腔,所述第二流道段的另一端连接所述第二型腔。
3、在上述技术方案的基础上,本实用新型还可以做如下改进。
4、进一步的,所述第一流道段和所述第二流道段靠近所述节流阀的一端共线设置;所述节流阀包括滑槽和可滑动地设置在所述滑槽内的滑块,所述滑槽垂直于所述第一流道段和所述第二流道段靠近所述节流阀的一端;所述滑块上设置有流道槽,所述流道槽的两端分别和所述第一流道段和所述第二流道段相适配。
5、进一步的,所述滑块的顶部与所述模具的顶部平齐。
6、进一步的,所述滑块上设置有平行于所述滑槽的长圆孔,所述长圆孔内设置有紧固螺栓,所述紧固螺栓与所述滑槽的底部螺纹连接。
7、进一步的,所述长圆孔为台阶孔,所述紧固螺栓的头部抵接所述长圆孔的台阶处,并且所述紧固螺栓的顶部低于所述滑块的顶部。
8、进一步的,所述第一流道段包括第一型腔连接段、第一节流阀连接段和第一弧形段;所述第一弧形段连接所述第一型腔连接段和所述第一节流阀连接段,并且所述第一型腔连接段连接所述第一型腔,所述第一节流阀连接段连接所述节流阀。
9、进一步的,所述第一流道段上设置有第一进料口,所述第一进料口设置在所述第一型腔连接段和所述第一弧形段的连接处。
10、进一步的,所述第二流道段包括第二型腔连接段、第二节流阀连接段和第二弧形段;所述第二弧形段连接所述第二型腔连接段和所述第二节流阀连接段,并且所述第二型腔连接段连接所述第二型腔,所述第二节流阀连接段连接所述节流阀。
11、进一步的,所述第二流道段上设置有第二进料口,所述第二进料口设置在所述第二型腔连接段和所述第二弧形段的连接处。
12、与现有技术相比,本申请的技术方案具有以下有益技术效果:
13、1、本实用新型通过设置调节阀,能够调节进胶量,保证两个形状不对称的型腔内产品的质量及尺寸,特别是当两个产品体积差距较大时,避免体积小的产品打出披风尺寸偏大及体积大的产品未打饱满;
14、2、所述调节阀不占用模具大小,不影响动模具和静模具的正常闭合。
技术特征:
1.一种用于同时生产两款产品的模具,其特征在于,所述模具的顶端设置有第一型腔、第二型腔和主流道;所述主流道包括第一流道段和第二流道段,所述第一流道段的一端与所述第二流道段的一端通过节流阀相连,所述第一流道段的另一端连接所述第一型腔,所述第二流道段的另一端连接所述第二型腔。
2.根据权利要求1所述的一种用于同时生产两款产品的模具,其特征在于,所述第一流道段和所述第二流道段靠近所述节流阀的一端共线设置;所述节流阀包括滑槽和可滑动地设置在所述滑槽内的滑块,所述滑槽垂直于所述第一流道段和所述第二流道段靠近所述节流阀的一端;所述滑块上设置有流道槽,所述流道槽的两端分别和所述第一流道段和所述第二流道段相适配。
3.根据权利要求2所述的一种用于同时生产两款产品的模具,其特征在于,所述滑块的顶部与所述模具的顶部平齐。
4.根据权利要求2所述的一种用于同时生产两款产品的模具,其特征在于,所述滑块上设置有平行于所述滑槽的长圆孔,所述长圆孔内设置有紧固螺栓,所述紧固螺栓与所述滑槽的底部螺纹连接。
5.根据权利要求4所述的一种用于同时生产两款产品的模具,其特征在于,所述长圆孔为台阶孔,所述紧固螺栓的头部抵接所述长圆孔的台阶处,并且所述紧固螺栓的顶部低于所述滑块的顶部。
6.根据权利要求2所述的一种用于同时生产两款产品的模具,其特征在于,所述第一流道段包括第一型腔连接段、第一节流阀连接段和第一弧形段;所述第一弧形段连接所述第一型腔连接段和所述第一节流阀连接段,并且所述第一型腔连接段连接所述第一型腔,所述第一节流阀连接段连接所述节流阀。
7.根据权利要求6所述的一种用于同时生产两款产品的模具,其特征在于,所述第一流道段上设置有第一进料口,所述第一进料口设置在所述第一型腔连接段和所述第一弧形段的连接处。
8.根据权利要求2所述的一种用于同时生产两款产品的模具,其特征在于,所述第二流道段包括第二型腔连接段、第二节流阀连接段和第二弧形段;所述第二弧形段连接所述第二型腔连接段和所述第二节流阀连接段,并且所述第二型腔连接段连接所述第二型腔,所述第二节流阀连接段连接所述节流阀。
9.根据权利要求8所述的一种用于同时生产两款产品的模具,其特征在于,所述第二流道段上设置有第二进料口,所述第二进料口设置在所述第二型腔连接段和所述第二弧形段的连接处。
技术总结
本技术涉及一种用于同时生产两款产品的模具,所述模具的顶端设置有第一型腔、第二型腔和主流道;所述主流道包括第一流道段和第二流道段,所述第一流道段的一端与所述第二流道段的一端通过节流阀相连,所述第一流道段的另一端连接所述第一型腔,所述第二流道段的另一端连接所述第二型腔;本技术通过设置调节阀,能够调节进胶量,保证两个形状不对称的型腔内产品的质量及尺寸,特别是当两个产品体积差距较大时,避免体积小的产品打出披风尺寸偏大及体积大的产品未打饱满;另外,所述调节阀不占用模具大小,不影响动模具和静模具的正常闭合。
技术研发人员:管红勇,郑小华
受保护的技术使用者:中聚核(武汉)智能科技有限公司
技术研发日:20230722
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!