一种注塑模具用大行程抽芯装置及注塑模具的制作方法
本技术涉及注塑模具,具体涉及一种注塑模具用大行程抽芯装置及注塑模具。
背景技术:
1、当塑料制品上带有通孔、凹槽、凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。完成活动型芯抽出和复位的机构叫做抽芯机构,通过抽芯结构可使阻碍注塑件脱模的成型部分在开模动作完成前脱离注塑件。
2、目前注塑模具上常见的抽芯机构主要有以下两种:
3、1、在模具上设置斜导柱,斜导柱与活动型芯连接,通过开合模的动力带动斜导柱运动,进而驱动活动型芯滑动,使其完成活动型芯的抽芯或复位。
4、2、在模具上设置液压油缸,通过液压油缸驱动活动型芯在模具内滑动,从而实现活动型芯的抽芯或复位。
5、对于一些抽芯行程较长的产品,如果采用上述第一种方式设计模具,则需要对模具厚度进行加厚,这无疑会增加模具的制作成本,而且需要更大型的注塑设备才能完成加工;反之,如果不加厚模具,则需要加大斜导柱的倾斜角度,导致在加工过程中,斜导柱存在较大的折断风险。如果采用上述第一种方式设计模具,则需要在模具上加装驱动行程较大的液压油缸,无疑会增加模具成本,而且注塑的过程中液压油缸需要注油,导致注塑周期长,影响加工效率。
6、综上,现有注塑模具上的抽芯机构对于抽芯行程较长的产品,在设计模具时,要么对模具进行加厚设计,要么加大斜导柱的倾斜角度,要么增加液压油缸;而且,这三种方式都存在一些不足之处。
技术实现思路
1、为了解决上述现有技术中存在的部分或全部技术问题,一方面,本实用新型提供一种注塑模具用大行程抽芯装置,注塑模具包括动模和定模,所述动模与所述定模可开合连接,所述动模与定模的连接处设有产品型腔,所述大行程抽芯装置包括驱动齿条、联动齿条和传动组件,所述驱动齿条与所述动模连接,所述传动组件与所述定模连接,所述联动齿条与所述定模滑动连接,所述驱动齿条和联动齿条分别与所述传动组件连接,所述定模上设有活动型芯组件,所述联动齿条与所述活动型芯组件连接,所述驱动齿条能够带动所述传动组件运动,进而带动所述联动齿条在所述定模上滑动,使得所述活动型芯组件伸入或伸出所述产品型腔。
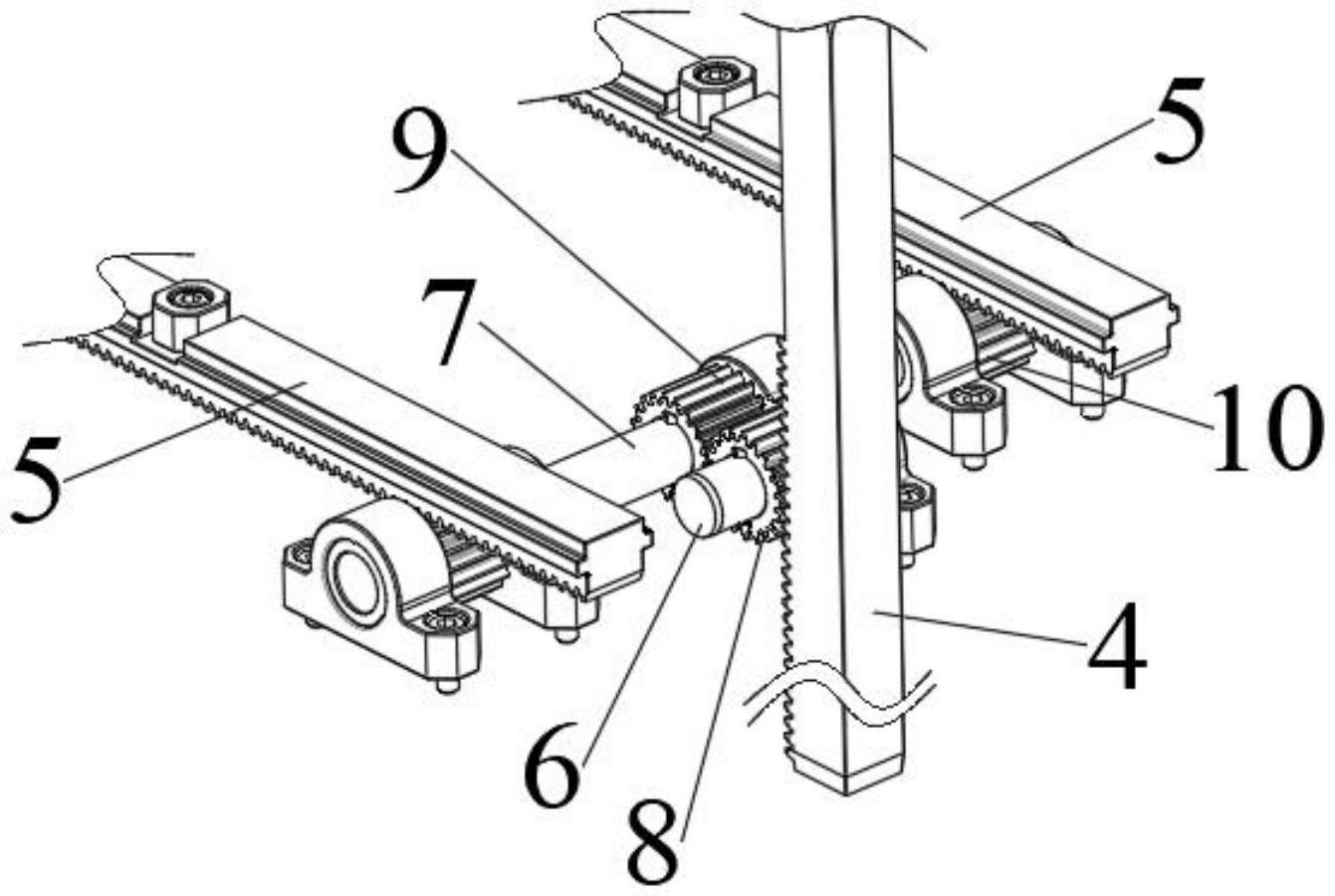
2、作为本实用新型的进一步改进,所述传动组件包括传动轴和从动轴,所述传动轴和从动轴分别与所述定模可旋转连接,所述传动轴上套设有驱动齿轮,所述驱动齿轮与所述驱动齿条啮合连接,所述从动轴上套设有第一联动齿轮和第二联动齿轮,所述第一联动齿轮与所述驱动齿轮啮合连接,所述第二联动齿轮与所述联动齿条啮合连接。
3、作为本实用新型的进一步改进,所述活动型芯组件包括滑块和活动型芯,所述活动型芯的一端与所述滑块连接,所述活动型芯的另一端能够伸入所述产品型腔内,所述定模上设有滑块压板,所述滑块与所述滑块压板滑动连接。
4、作为本实用新型的进一步改进,所述滑块压板的侧壁上设有卡接槽,所述滑块的外侧壁上设有卡接凸台,所述卡接槽与所述卡接凸台滑动限位卡接。
5、作为本实用新型的进一步改进,所述定模上设有耐磨块,所述滑块的下端面与所述耐磨块滑动连接。
6、作为本实用新型的进一步改进,所述动模上设有推动块,所述推动块上设有第一斜面,所述滑块上设有第二斜面,所述第一斜面能够与所述第二斜面抵接,进而推动所述滑块往靠近所述产品型腔的方向移动。
7、作为本实用新型的进一步改进,所述定模上设有与所述联动齿条形状适配的安装槽,所述联动齿条与所述安装槽滑动限位连接。
8、作为本实用新型的进一步改进,所述动模和所述定模上分别设有齿条导向块,所述驱动齿条分别与所述齿条导向块滑动连接。
9、作为本实用新型的进一步改进,所述动模上设有行程限位块,所述行程限位块内设有长条孔,所述定模上与所述行程限位块的相对应位置处设有限位螺钉,所述限位螺钉能够分别与所述长条孔的两端抵接。
10、另一方面,本实用新型还提供一种包括上述大行程抽芯装置的注塑模具。
11、与现有技术相比,本实用新型的有益效果是:
12、本实用新型通过驱动齿条、传动组件和联动齿条的配合,使用注塑模具开模或合模的驱动力实现对大行程活动型芯的自动抽芯和复位过程,无需加厚模具设计,也不需要加装液压油缸,降低了模具的制作成本,能够了提高模具的加工效率。工作时,注塑模具安装到注塑机上,通过注塑机的开合模驱动力驱动动模相对于定模移动,动模运动的过程中会带动驱动齿条同步运动,驱动齿条带动传动组件运动,进而带动联动齿条在定模上滑动;联动齿条与活动型芯组件连接,所以联动齿条在运动的过程中会带动活动型芯组件一起运动,从而实现抽芯或复位的功能。
技术特征:
1.一种注塑模具用大行程抽芯装置,注塑模具包括动模和定模,所述动模与所述定模可开合连接,所述动模与定模的连接处设有产品型腔,其特征在于:所述大行程抽芯装置包括驱动齿条、联动齿条和传动组件,所述驱动齿条与所述动模连接,所述传动组件与所述定模连接,所述联动齿条与所述定模滑动连接,所述驱动齿条和联动齿条分别与所述传动组件连接,所述定模上设有活动型芯组件,所述联动齿条与所述活动型芯组件连接,所述驱动齿条能够带动所述传动组件运动,进而带动所述联动齿条在所述定模上滑动,使得所述活动型芯组件伸入或伸出所述产品型腔。
2.根据权利要求1所述的注塑模具用大行程抽芯装置,其特征在于:所述传动组件包括传动轴和从动轴,所述传动轴和从动轴分别与所述定模可旋转连接,所述传动轴上套设有驱动齿轮,所述驱动齿轮与所述驱动齿条啮合连接,所述从动轴上套设有第一联动齿轮和第二联动齿轮,所述第一联动齿轮与所述驱动齿轮啮合连接,所述第二联动齿轮与所述联动齿条啮合连接。
3.根据权利要求2所述的注塑模具用大行程抽芯装置,其特征在于:所述活动型芯组件包括滑块和活动型芯,所述活动型芯的一端与所述滑块连接,所述活动型芯的另一端能够伸入所述产品型腔内,所述定模上设有滑块压板,所述滑块与所述滑块压板滑动连接。
4.根据权利要求3所述的注塑模具用大行程抽芯装置,其特征在于:所述滑块压板的侧壁上设有卡接槽,所述滑块的外侧壁上设有卡接凸台,所述卡接槽与所述卡接凸台滑动限位卡接。
5.根据权利要求3所述的注塑模具用大行程抽芯装置,其特征在于:所述定模上设有耐磨块,所述滑块的下端面与所述耐磨块滑动连接。
6.根据权利要求3所述的注塑模具用大行程抽芯装置,其特征在于:所述动模上设有推动块,所述推动块上设有第一斜面,所述滑块上设有第二斜面,所述第一斜面能够与所述第二斜面抵接,进而推动所述滑块往靠近所述产品型腔的方向移动。
7.根据权利要求1-6中任一项所述的注塑模具用大行程抽芯装置,其特征在于:所述定模上设有与所述联动齿条形状适配的安装槽,所述联动齿条与所述安装槽滑动限位连接。
8.根据权利要求7所述的注塑模具用大行程抽芯装置,其特征在于:所述动模和所述定模上分别设有齿条导向块,所述驱动齿条分别与所述齿条导向块滑动连接。
9.根据权利要求7所述的注塑模具用大行程抽芯装置,其特征在于:所述动模上设有行程限位块,所述行程限位块内设有长条孔,所述定模上与所述行程限位块的相对应位置处设有限位螺钉,所述限位螺钉能够分别与所述长条孔的两端抵接。
10.一种注塑模具,其特征在于,包括如权利要求1-9中任一项所述的注塑模具用大行程抽芯装置。
技术总结
本技术公开了一种注塑模具用大行程抽芯装置及注塑模具,注塑模具包括动模和定模,动模和定模的连接处设有产品型腔,大行程抽芯装置包括驱动齿条、联动齿条和传动组件,驱动齿条与动模连接,传动组件与定模连接,联动齿条与定模滑动连接,驱动齿条和联动齿条分别与传动组件连接,定模上设有活动型芯组件,联动齿条与活动型芯组件连接,驱动齿条能够带动传动组件运动,进而带动联动齿条在定模上滑动,使得活动型芯组件伸入或伸出产品型腔。本技术通过注塑模具开模或合模的驱动力实现对大行程活动型芯的自动抽芯和复位过程,降低了模具的制作成本,能够了提高模具的加工效率。
技术研发人员:林建东,张少飞,侯巧
受保护的技术使用者:森骏卓越精密智造(深圳)有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!