一种启动性能优良的过胶头组件的制作方法
本技术涉及注塑机设备领域,特别涉及一种启动性能优良的过胶头组件。
背景技术:
1、注塑机的料管组件包括熔胶筒、螺杆、设置在熔胶筒内的胶头组件,熔胶筒的一端设有射嘴,螺杆从熔胶筒的另一端伸入。胶头组件包括过胶头、过胶圈、垫圈,过胶头包括锥形部、与螺杆连接的连接杆,连接杆上套有过胶圈、与连接杆固定连接的垫圈,过胶圈位于锥形部与垫圈之间。当螺杆推动过胶头,并使锥形部后端与过胶圈前端相抵,垫圈与过胶圈后端相离,熔胶筒处于流通状态,熔融的胶料可以通过过胶圈;螺杆推动过胶头,并使锥形部后端与过胶圈前端相离,垫圈闭合过胶圈后端开口,过胶圈处于封闭状态,熔融的胶料不能通过过胶圈。注塑过程为流通状态和封闭状态来回切换。
2、例如公告号为cn218838552u的实用新型专利公开了一种引流减磨的过胶头及注塑机的料管组件,包括引流减磨的过胶头、过胶圈、过胶垫圈,引流减磨的过胶头包括圆锥部和连接柱,注塑过程中圆锥部与过胶圈重复相抵、相离,若过胶圈的端部与圆锥部的接触面积较大,附着在过胶圈端部的熔融胶料粘连圆锥部,使得过胶圈与圆锥部分离速度变慢,进而影响注塑质量。
3、鉴于此,本实用新型提出一种启动性能优良的过胶头组件,以解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种启动性能优良的过胶头组件,以解决上述问题。
2、本实用新型提出一种启动性能优良的过胶头组件,包括过胶头,所述过胶头包括连接杆和锥形部,所述连接杆上套有过胶圈、与连接杆固定连接的垫圈,所述垫圈用于闭合过胶圈后端开口,所述过胶圈的前端朝向锥形部的后端,且锥形部后端的直径大于过胶圈前端的内径;所述过胶圈内表面与过胶圈前端开口之间设有一圈圆弧倒边,所述锥形部外表面设有与过胶圈内腔连通的导流槽。
3、优选地,所述圆弧倒边的外缘为90°圆心角的圆弧。
4、优选地,所述过胶圈的厚度是圆弧倒边的外缘圆弧半径的2倍。
5、优选地,所述锥形部的外表面均匀设置至少两个导流槽,所述导流槽为弧形槽。
6、优选地,所述锥形部后端的直径等于过胶圈前端的外径。
7、优选地,所述过胶圈后端为第一斜角面,所述垫圈设有用于箍紧连接杆的通孔和绕通孔设置的一圈第二斜角面,第二斜角面用于与第一斜角面锲合。
8、本实用新型的有益效果:
9、1、现有的过胶圈内表面与过胶圈前端开口之间为棱角,而本实用新型的过胶圈内表面与过胶圈前端开口之间为圆弧倒边,过胶圈与锥形部的接触面积更小,从而减小过胶圈上的熔融胶料对锥形部的粘连阻力,提高锥形部脱离过胶圈的速度,进而提高过胶头启动效率,使得注塑过程精确稳定。
10、2、锥形部的外表面均匀设置多个导流槽,且导流槽为弧形槽,能辅助熔融胶料流动。
技术特征:
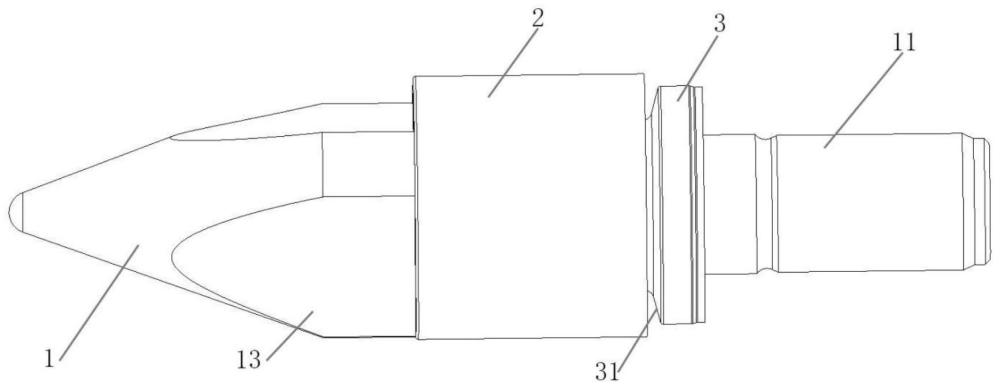
1.一种启动性能优良的过胶头组件,其特征在于,包括过胶头(1),所述过胶头(1)包括连接杆(11)和锥形部(12),所述连接杆(11)上套有过胶圈(2)、与连接杆(11)固定连接的垫圈(3),所述垫圈(3)用于闭合过胶圈(2)后端开口,所述过胶圈(2)的前端朝向锥形部(12)的后端,且锥形部(12)后端的直径大于过胶圈(2)前端的内径;所述过胶圈(2)内表面与过胶圈(2)前端开口之间设有一圈圆弧倒边(21),所述锥形部(12)外表面设有与过胶圈(2)内腔连通的导流槽(13)。
2.根据权利要求1所述的启动性能优良的过胶头组件,其特征在于,所述圆弧倒边(21)的外缘为90°圆心角的圆弧。
3.根据权利要求1或2所述的启动性能优良的过胶头组件,其特征在于,所述过胶圈(2)的厚度是圆弧倒边的外缘圆弧半径的2倍。
4.根据权利要求1所述的启动性能优良的过胶头组件,其特征在于,所述锥形部(12)的外表面均匀设置至少两个导流槽(13),所述导流槽(13)为弧形槽。
5.根据权利要求1所述的启动性能优良的过胶头组件,其特征在于,所述锥形部(12)后端的直径等于过胶圈(2)前端的外径。
6.根据权利要求1所述的启动性能优良的过胶头组件,其特征在于,所述过胶圈(2)后端为第一斜角面(22),所述垫圈(3)设有用于箍紧连接杆(11)的通孔和绕通孔设置的一圈第二斜角面(31),第二斜角面(31)用于与第一斜角面(22)锲合。
技术总结
本技术公开一种启动性能优良的过胶头组件,包括过胶头,过胶头包括连接杆和锥形部,连接杆上套有过胶圈、与连接杆固定连接的垫圈,垫圈用于闭合过胶圈后端开口,过胶圈的前端朝向锥形部的后端,且锥形部后端的直径大于过胶圈前端的内径;过胶圈内表面与过胶圈前端开口之间设有一圈圆弧倒边。本技术的过胶圈内表面与过胶圈前端开口之间为圆弧倒边,过胶圈与锥形部的接触面积更小,从而减小过胶圈上的熔融胶料对锥形部的粘连阻力,提高锥形部脱离过胶圈的速度,进而提高过胶头的启动效率。
技术研发人员:黄衍涵,凌水根,谢于锰,苏嘉乐,郑子杰,李俊豪
受保护的技术使用者:广东力劲塑机智造股份有限公司
技术研发日:20230728
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!