一种电缆用喇叭口式挤出模具的制作方法
本技术涉及电缆,具体为一种电缆用喇叭口式挤出模具。
背景技术:
1、众所周知,近年来,随着国民经济及城市化建设的快速发展,高层建筑、宾馆、商场、体育场馆、医院、学校、地铁、车站、机场等公共设施的不断增加,在这些人员密集的公共场合,电气消防、防火的重要性就显得的更加重要。电气线路的老化、短路、过载是引起电气火灾的重要原因,电气线路火灾占电气火灾的60%以上,而且在火灾发生时,电气线路中的可燃材料,可能导致火灾的进一步蔓延,并且一些有机卤素材料在燃烧时还会产生大量有毒有害气体,会造成更大的人员伤亡和财产损失,消防形势十分严峻。因此,电线电缆在运行时的安全性能也备受关注,尤其是人员密集、电缆密集敷设的公共场所,极易发生火灾、造成严重人员安全事故,这些场所都对电缆的无卤、低烟、阻燃性能提出了更高要求。为了降低火灾危害,提高人身安全和减少财产损失,在人员密集的公共场所,采用常规的阻燃电线电缆已经不能满足安全要求,需要采用更高阻燃等级的低烟无卤阻燃电缆,以达到更好的阻燃防火效果。
2、低烟无卤阻燃电缆具备燃高阻燃防火性能,起到关键决定作用的的内外护层等结构,采用低烟无卤阻燃聚烯烃材料。由于该材料含有大量氢氧化铝、氢氧化镁等无机阻燃材料,挤塑机挤出该材料熔融状态时,胶料流动性很差、挤出融压大,采用现有技术设计的挤管式模具挤出存在以下问题:
3、(1)模芯的承线区为平直管状结构,存在挤出环状波纹、出胶不稳、包覆不紧密、气隙大、挤出速度很慢、生产效率低、加工困难等问题,对电缆的低烟无卤阻燃性能指标影响较大。
4、(2)模套的出胶孔流道与模套整体全部为钢质,由于钢导热快、易粘料,长时间挤出时,模具出胶孔流道光滑度下降、出胶孔边沿会形成一圈胶料附着物,造成挤出的低烟无卤电缆护套外表面出现多条纵向条纹、局部小疙瘩结块、不光滑等问题,对电缆的外观质量影响较大。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种电缆用喇叭口式挤出模具,解决了低烟无卤阻燃电缆料挤出加工困难、挤出速度慢的问题,并消除了挤出环状波纹、出胶不稳、模口粘连胶料造成护套挤出条纹不光滑的现象。
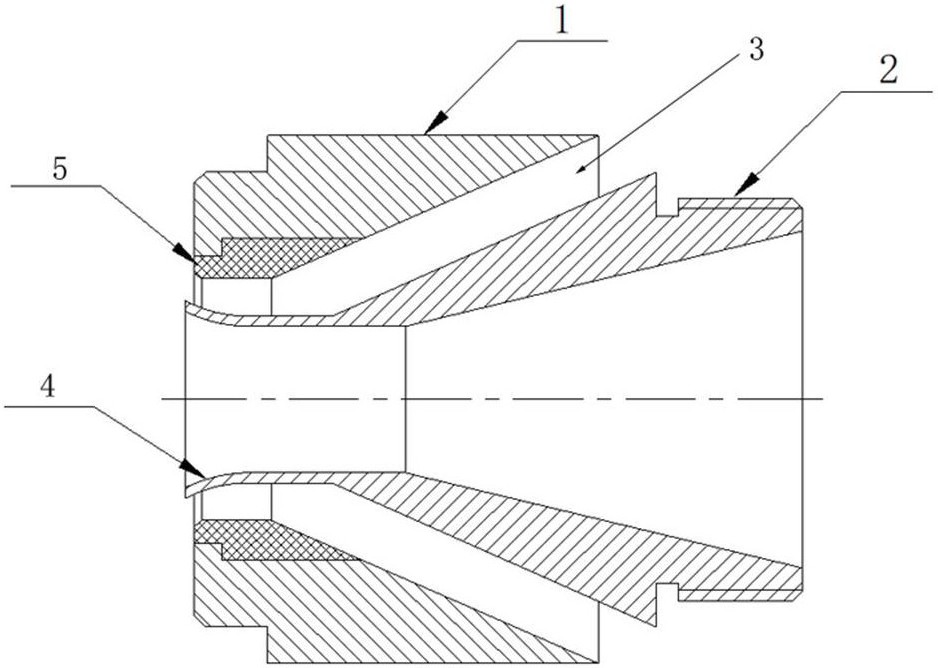
2、为实现上述目的,本实用新型提供如下技术方案:一种电缆用喇叭口式挤出模具,包括模套和模芯,所述模套的内部为中通型腔,模芯的内部为出线孔;所述的模芯嵌入模套的中通型腔内,且两者不接触;所述中通型腔与模芯外表面锥体之间形成锥形胶料流道;所述出线孔的平直管状承线区末端为喇叭口式管口,且喇叭口式管口与模芯的中心轴线所形成的夹角为20°,形成喇叭口式承线区;所述喇叭口式承线区外侧与模套内侧之间设有特氟龙衬套,且特氟龙衬套与锥形胶料流道相通。
3、优选的,所述的特氟龙衬套镶配在模套内侧上。
4、优选的,所述的特氟龙衬套通过圆形压盖固定在模套上。
5、优选的,所述的圆形压盖外侧均为螺纹状,模套的出料口内侧为螺纹状,圆形压盖通过外侧的螺纹与模套的出料口内侧为螺纹锁合紧固,且圆形压盖的内径与特氟龙衬套的前端凸出部分的外径相同。
6、优选的,所述的模套和模芯的材质均为模具钢。
7、优选的,所述中通型腔的输入端至输出端从宽变窄。
8、优选的,所述的特氟龙衬套的内侧轴向平直长度为3-5mm。
9、与现有技术相比,本实用新型的有益效果在于:
10、该电缆用喇叭口式挤出模具,能够有效地释放低烟无卤阻燃聚烯烃电缆料的挤出融胶压力,提高融胶流动性,解决了低烟无卤阻燃电缆料挤出加工困难、挤出速度慢的问题,并消除了挤出环状波纹、出胶不稳、模口粘连胶料造成护套挤出条纹不光滑的现象,极大改善了电缆护套的挤出外观,提高了护层包覆紧密性、减少内部气隙,最终提升电缆整体的低烟无卤阻燃防火性能;在低烟无卤电缆挤出加工应用中,挤出效果良好、产品性能符合要求。
技术特征:
1.一种电缆用喇叭口式挤出模具,包括模套(1)和模芯(2),其特征在于:所述模套(1)的内部为中通型腔,模芯(2)的内部为出线孔;所述的模芯(2)嵌入模套(1)的中通型腔内,且两者不接触;所述中通型腔与模芯(2)外表面锥体之间形成锥形胶料流道(3);所述出线孔的平直管状承线区末端为喇叭口式管口,且喇叭口式管口与模芯(2)的中心轴线所形成的夹角为20°,形成喇叭口式承线区(4);所述喇叭口式承线区外侧与模套(1)内侧之间设有特氟龙衬套(5),且特氟龙衬套(5)与锥形胶料流道(3)相通。
2.根据权利要求1所述的电缆用喇叭口式挤出模具,其特征在于:所述的特氟龙衬套(5)镶配在模套(1)内侧上。
3.根据权利要求1所述的电缆用喇叭口式挤出模具,其特征在于:所述的特氟龙衬套(5)通过圆形压盖(6)固定在模套(1)上。
4.根据权利要求3所述的电缆用喇叭口式挤出模具,其特征在于:所述的圆形压盖(6)外侧均为螺纹状,模套(1)的出料口内侧为螺纹状,圆形压盖(6)通过外侧的螺纹与模套的出料口内侧为螺纹锁合紧固,且圆形压盖的内径与特氟龙衬套(5)的前端凸出部分的外径相同。
5.根据权利要求2或4所述的电缆用喇叭口式挤出模具,其特征在于:所述的模套(1)和模芯(2)的材质均为模具钢。
6.根据权利要求1所述的电缆用喇叭口式挤出模具,其特征在于:所述中通型腔的输入端至输出端从宽变窄。
7.根据权利要求1所述的电缆用喇叭口式挤出模具,其特征在于:所述的锥形胶料流道(3)的轴向平直长度与特氟龙衬套(5)的内侧轴向平直长度均为3-5mm。
技术总结
本技术公开了一种电缆用喇叭口式挤出模具,包括模套和模芯,模套的内部为中通型腔,模芯的内部为出线孔;模芯嵌入模套的中通型腔内,且两者不接触;中通型腔与模芯外表面锥体之间形成锥形胶料流道;出线孔的平直管状承线区末端为喇叭口式管口,形成喇叭口式承线区;喇叭口式承线区外侧与模套内侧之间设有特氟龙衬套,且特氟龙衬套与锥形胶料流道相通。该模具解决了低烟无卤阻燃电缆料挤出加工困难、挤出速度慢的问题,并消除了挤出环状波纹、出胶不稳、模口粘连胶料造成护套挤出条纹不光滑的现象,极大改善了挤出外观,提高了护层包覆紧密性、减少内部气隙,最终提升电缆整体的低烟无卤阻燃防火性能。
技术研发人员:潘龙,吴国成,吴晓晨,李志远,张庆杰,王玉辉
受保护的技术使用者:江苏中超电缆股份有限公司
技术研发日:20230801
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!